Telephone :+86-531-55583139
Telephone :+86-531-55583139 WhatsApp :+86 13256674591
WhatsApp :+86 13256674591 Email :
Email :







Everything you need to know about Industrial Tunnel Type Food Products Medicine Products Microwave Sterilizer In 2024
Introduction
In 2024, the Industrial Tunnel Type Microwave Sterilizer stands as a pinnacle of technological advancement in the sterilization of food and medicine products. Utilizing microwave technology, this sterilizer offers unparalleled efficiency and effectiveness in eliminating harmful pathogens while preserving the quality and integrity of the products. As we delve into the intricacies of this innovative sterilization method, it becomes evident that its application extends far beyond conventional techniques, shaping the landscape of food and medicine safety in the modern era.
Working principle
In 2024, Industrial Tunnel Type Food Products Medicine Products Microwave Sterilizers represent a pinnacle in modern sterilization technology. Understanding their working principle is crucial for grasping their significance in various industries.
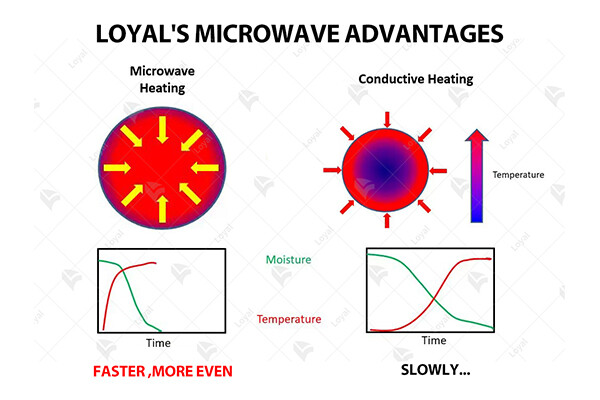
At its core, the working principle of Industrial Tunnel Type Microwave Sterilizers revolves around the utilization of microwave radiation for sterilization purposes. Unlike traditional sterilization methods that rely on heat or chemicals, microwave sterilization operates by exposing the target product to electromagnetic waves at specific frequencies.
These electromagnetic waves penetrate the product, causing the water molecules within to vibrate rapidly, generating heat. This heat effectively kills microorganisms present in the product, ensuring its safety and extending its shelf life. Moreover, the non-ionizing nature of microwave radiation prevents alterations to the product's chemical composition or nutritional content, preserving its quality.
Industrial Tunnel Type Microwave Sterilizers are particularly adept at sterilizing food and medicine products due to their ability to penetrate deeply into dense materials, ensuring thorough and uniform sterilization. The tunnel-type design allows for continuous processing of large volumes of products, making them ideal for industrial-scale production.
Furthermore, the flexibility of microwave sterilization enables the treatment of a wide range of products, including packaged and unpackaged items, without the need for preheating or post-cooling. This versatility not only enhances efficiency but also minimizes energy consumption and processing time.
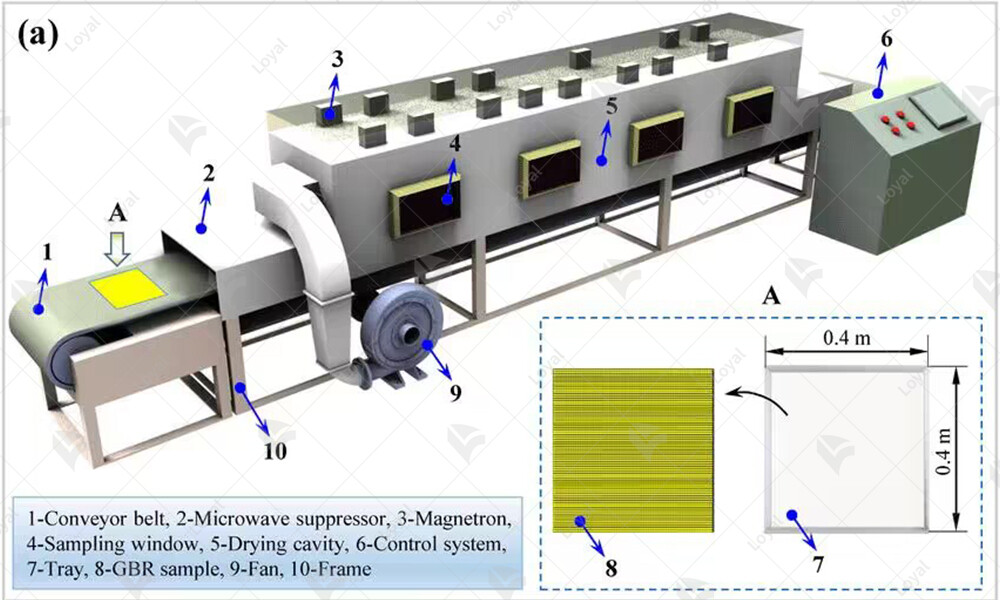
Key components of industrial microwave ovens
Component | Description |
Magnetron | The magnetron is the heart of the microwave oven, generating the microwaves used for heating and sterilization. It converts electrical energy into electromagnetic waves. |
Waveguide | The waveguide is a metal tube that directs the microwaves from the magnetron to the oven cavity, ensuring efficient transmission of energy. |
Stirrer Fan | The stirrer fan is responsible for distributing microwaves evenly throughout the oven cavity, preventing hot spots and ensuring uniform heating. |
Control Panel | The control panel houses the interface used by operators to set the desired power levels, time settings, and other operating parameters. |
Temperature Sensors | Temperature sensors monitor the internal temperature of the oven cavity, allowing for precise control of the sterilization process. |
Safety Interlocks | Safety interlocks are mechanisms that prevent the oven from operating when the door is open, ensuring operator safety. |
Cooling System | The cooling system consists of fans and vents that dissipate heat generated during operation, preventing overheating of components. |
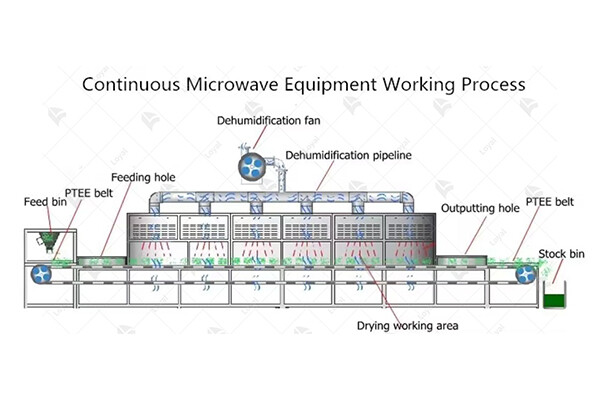
Conveyor System | In tunnel-type industrial microwave ovens, a conveyor system moves food and medicine products through the oven cavity, ensuring uniform exposure to microwaves. |

Comparison and advantages of microwave technology and traditional sterilization methods
Criteria | Microwave Sterilization | Traditional Sterilization |
Sterilization Time | Short | Longer |
Temperature Control | Precise | Limited |
Energy Consumption | Lower | Higher |
Uniformity of Sterilization | High | Variable |
Nutrient Retention | Better | Reduced |
Operating Cost | Moderate | High |
Space Requirement | Compact | Larger |
Environmental Impact | Lower | Higher |
Technical parameters
| Technical Parameters Of Continuous Microwave Dryer Industrial Microwave Drying Machine | |||||
| Model | Size LWH(Can be customized according to the customer's requirements) | Output power | Dewaterability | Sterilization capacity | Baking and Roasting capacity (Depends on different raw material) |
| LY-10KW | 5000mm825mm1750mm | ≥10KW | 10KG/Hour | 100KG/Hour | 30-50KG/Hour |
| LY-20KW | 8000mm825mm1750mm | ≥20KW | 20KG/Hour | 200KG/Hour | 60-100KG/Hour |
| LY-30KW | 8500mm1160mm1750mm | ≥30KW | 30KG/Hour | 300KG/Hour | 90-150 KG/Hour |
| LY-40KW | 10000mm1160mm1750mm | ≥40KW | 40KG/Hour | 40KG/Hour | 120-200KG/Hour |
| LY-50KW | 12500mm1160mm1750mm | ≥50KW | 50KG/Hour | 500KG/Hour | 150-250KG/Hour |
| LY-60KW | 13500mm1450mm1750mm | ≥60KW | 60KG/Hour | 600KG/Hour | 180-300KG/Hour |
| LY-70KW | 13500mm1500mm1750mm | ≥70KW | 70KG/Hour | 700KG/Hour | 210-350KG/Hour |
| LY-80KW | 13500mm1650mm1750mm | ≥80KW | 80KG/Hour | 800KG/Hour | 240-400KG/Hour |
| LY-100KW | 16800mm1650mm1750mm | ≥100KW | 100KG/Hour | 1000KG/Hour | 300-500KG/Hour |
| LY-150KW | 22400mm1850mm1750mm | ≥150KW | 150KG/Hour | 1500KG/Hour | 450-750KG/Hour |
| LY-200KW | 27000mm1850mm1750mm | ≥250KW | 250KG/Hour | 2500KG/Hour | 750-1250/Hour |
| LY-300KW | 32000mm1850mm1750mm | ≥300KW | 300KG/Hour | 3000KG/Hour | 900-1500KG/Hour |
| Power Supply | 380V±10% 50Hz±1% Three-Phase Five-Wire | ||||
| Microwave Output Frequency | 2450±50Mhz | ||||
| Microwave Input Apparent Power | ≤168Kva | ||||
| Microwave Output Power | ≥120Kw | ||||
| Microwave Power Adjustment Range | 0-30Kw(Adjustable) | ||||
| Ambient Temperature | -5-40°C | ||||
| Relative Humidity | ≤80%, Surrounding Environment:No Corrosive Gas, Conductive Dust And Explosive Gas | ||||
| Transmission Speed | 0-10m/Min(Adjustable) | ||||

Application of industrial tunnel food and drug microwave sterilizers
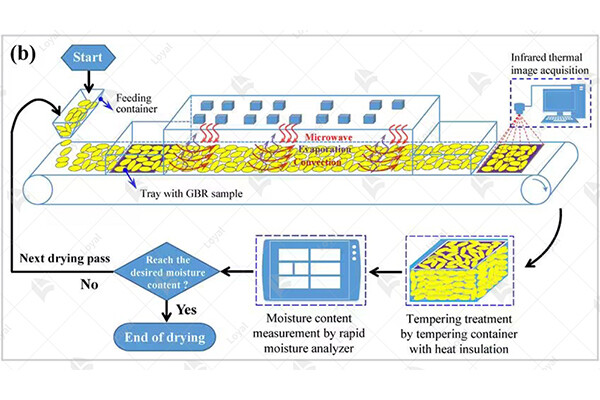
In 2024, the application of Industrial Tunnel Type Food Products Medicine Products Microwave Sterilizers marks a significant advancement in the sterilization processes of food and drug industries. These sterilizers utilize microwave technology to effectively eliminate harmful microorganisms from food and medicine products, ensuring their safety and quality.
Industrial Tunnel Type Food Products Medicine Products Microwave Sterilizers employ a tunnel-like structure where food and medicine products pass through on a conveyor belt, exposing them to controlled microwave radiation. This method allows for efficient and uniform sterilization without compromising the integrity or quality of the products.
One key advantage of Industrial Tunnel Type Microwave Sterilizers is their ability to achieve rapid sterilization while preserving the nutritional value and sensory characteristics of food and medicine products. Unlike traditional sterilization methods that may require prolonged exposure to high temperatures, microwave sterilization offers a quicker and more energy-efficient alternative.
Moreover, Industrial Tunnel Type Microwave Sterilizers are highly versatile and can accommodate a wide range of food and medicine products, including packaged goods, liquids, and powders. This versatility makes them suitable for various applications across the food and pharmaceutical industries, from sterilizing packaged meals to ensuring the safety of medical supplies.
In addition to their effectiveness and versatility, Industrial Tunnel Type Microwave Sterilizers also offer advantages in terms of cost-effectiveness and environmental sustainability. By reducing the need for chemical preservatives and minimizing energy consumption, these sterilizers contribute to the overall efficiency and sustainability of food and drug production processes.
Overall, the application of Industrial Tunnel Type Food Products Medicine Products Microwave Sterilizers in 2024 represents a significant advancement in sterilization technology. With their ability to achieve rapid, uniform, and efficient sterilization while preserving product quality, these sterilizers play a crucial role in ensuring the safety and integrity of food and medicine products for consumers worldwide.

Technological progress and innovation of industrial tunnel food and drug microwave sterilizers
In 2024, Industrial Tunnel Type Food Products Medicine Products Microwave Sterilizers represent a pinnacle of technological innovation in the sterilization industry. These advanced microwave sterilizers are specifically designed to meet the stringent requirements of sterilizing food and medicine products efficiently and effectively.
Industrial Tunnel Type Microwave Sterilizers utilize microwave radiation to eliminate harmful bacteria, viruses, and other pathogens from food and medicine products. Unlike conventional sterilization methods that rely on heat or chemicals, microwave sterilization offers rapid and uniform heating, ensuring thorough sterilization while preserving the quality and nutritional value of the products.
One key advantage of Industrial Tunnel Type Microwave Sterilizers is their versatility. They can accommodate a wide range of food and medicine products, including packaged goods, bulk materials, and liquid formulations. This flexibility makes them suitable for various industries, from food processing plants to pharmaceutical manufacturing facilities.
Furthermore, Industrial Tunnel Type Microwave Sterilizers are equipped with advanced control systems that allow for precise adjustment of sterilization parameters, such as power level and exposure time. This ensures consistent and reliable sterilization results, meeting regulatory requirements and industry standards.
Additionally, Industrial Tunnel Type Microwave Sterilizers are designed with safety features to protect both the products being sterilized and the operators handling the equipment. These safety measures include automated shutdown systems, temperature monitoring sensors, and protective enclosures to prevent microwave leakage.
In summary, Industrial Tunnel Type Food Products Medicine Products Microwave Sterilizers represent a cutting-edge solution for sterilizing food and medicine products in 2024. Their technological innovation, versatility, and precision make them indispensable tools for ensuring product safety and quality in various industries.
Precautions for the selection and implementation of industrial tunnel food and drug microwave sterilizers
In 2024, Industrial Tunnel Type Food Products Medicine Products Microwave Sterilizer stands as a pinnacle of modern sterilization technology. This innovative equipment revolutionizes the food and pharmaceutical industries, ensuring the safety and quality of products for consumers worldwide. However, selecting and implementing these sterilizers requires careful consideration and adherence to certain precautions.
First and foremost, when selecting an Industrial Tunnel Type Food Products Medicine Products Microwave Sterilizer, it is essential to assess the specific needs and requirements of the production facility. Different types of food and drug products may have varying characteristics and susceptibility to microbial contamination. Therefore, choosing a sterilizer with customizable settings and adaptable features is crucial to achieving optimal sterilization results.
Additionally, it is imperative to verify the sterilizer's compliance with industry regulations and standards. Industrial sterilization processes for food and drug products are subject to stringent regulatory requirements to ensure product safety and efficacy. Selecting a sterilizer that meets or exceeds these standards is essential for regulatory compliance and consumer trust.
Furthermore, proper installation and maintenance of the Industrial Tunnel Type Food Products Medicine Products Microwave Sterilizer are paramount to its effectiveness and longevity. Installation should be conducted by trained professionals according to manufacturer guidelines to prevent malfunctions or safety hazards. Regular maintenance and calibration are also necessary to ensure consistent performance and avoid contamination risks.
Moreover, training and education of personnel involved in operating the sterilization equipment are essential for successful implementation. Proper handling of the sterilizer, including loading and unloading procedures, as well as troubleshooting common issues, can mitigate operational errors and maximize efficiency.
In conclusion, the selection and implementation of Industrial Tunnel Type Food Products Medicine Products Microwave Sterilizers require careful consideration of various factors, including product characteristics, regulatory compliance, installation, maintenance, and personnel training. By adhering to these precautions, manufacturers can effectively harness the power of microwave sterilization technology to ensure the safety and quality of food and drug products in 2024 and beyond.
Post-maintenance guide
In 2024, Industrial Tunnel Type Food Products Medicine Products Microwave Sterilizer represents a cutting-edge solution for the sterilization of food and medicine products. This advanced equipment harnesses the power of microwave technology to eliminate harmful microorganisms and ensure the safety and quality of consumable goods. However, effective maintenance is crucial to maximizing the performance and longevity of Industrial Tunnel Type Microwave Sterilizers.
Routine Inspection and Cleaning
Regular inspection and cleaning are essential components of post-maintenance for Industrial Tunnel Type Microwave Sterilizers. Inspect all components, including the microwave chamber, conveyor belts, and ventilation systems, for signs of wear, damage, or debris accumulation. Clean surfaces thoroughly using approved cleaning agents and techniques to prevent contamination and maintain optimal sterilization conditions.
Calibration and Testing
Calibration and testing are critical aspects of post-maintenance for Industrial Tunnel Type Microwave Sterilizers to ensure accurate and consistent performance. Regularly calibrate temperature sensors, power settings, and other critical components according to manufacturer specifications. Conduct routine performance tests using biological indicators to verify the effectiveness of sterilization processes and make necessary adjustments as needed.
Component Replacement
Over time, certain components of Industrial Tunnel Type Microwave Sterilizers may wear out or become obsolete, compromising performance and safety. As part of post-maintenance procedures, regularly assess the condition of components such as magnetrons, waveguides, and seals. Replace worn or damaged parts promptly to avoid downtime and ensure uninterrupted operation.
Safety Compliance
Maintaining safety compliance is paramount in post-maintenance activities for Industrial Tunnel Type Microwave Sterilizers. Adhere to all relevant safety regulations and guidelines, including proper handling of hazardous materials, electrical safety protocols, and emergency procedures. Provide comprehensive training to personnel responsible for operating and maintaining the equipment to minimize risks and ensure safe operation.
Documentation and Record-Keeping
Thorough documentation and record-keeping are essential aspects of post-maintenance for Industrial Tunnel Type Microwave Sterilizers. Maintain detailed records of maintenance activities, including inspections, repairs, calibrations, and tests. Document any deviations from standard procedures and corrective actions taken to address issues promptly. These records not only facilitate regulatory compliance but also serve as valuable resources for troubleshooting and continuous improvement.

References
The following are five authoritative foreign literature websites in the field of industrial microwaves:
1. IEEE Xplore Digital Library
Website: [https://ieeexplore.ieee.org/]
2.ScienceDirect
Website: [https://www.sciencedirect.com/]
3. SpringerLink
Website: [https://link.springer.com/]
4. Wiley Online Library
Website: [https://onlinelibrary.wiley.com/]
5. PubMed
Website: [https://pubmed.ncbi.nlm.nih.gov/]