Telephone :+86-531-55583139
Telephone :+86-531-55583139 WhatsApp :+86 13256674591
WhatsApp :+86 13256674591 Email :
Email :







The Ultimate Guide to Microwave Sterilizers for Wine, Fruit Wine and Vinegar in 2024
Introduction
In 2024, advancements in food and beverage processing technology have led to the development of highly efficient and reliable Microwave Sterilizing Machines for wine, fruit wine, and vinegar. These machines utilize microwave technology to ensure the safety and quality of beverages by effectively eliminating harmful microorganisms. As an expert in the field, I will provide an authoritative overview of the benefits and importance of using microwave sterilization in the production of wine, fruit wine, and fruit vinegar.
Microwave Sterilizing Machines for Wine, Fruit Wine, and Fruit Vinegar offer several advantages over traditional sterilization methods. The primary benefit is the ability to achieve uniform heating and sterilization without compromising the flavor, aroma, or nutritional value of the beverages. This is particularly crucial for wine and fruit wine, where maintaining the delicate balance of flavors is essential.
Additionally, microwave sterilization is a faster process compared to conventional methods, resulting in increased efficiency and productivity. This technology also allows for precise control over the sterilization process, ensuring consistent results and enhancing overall product safety. Furthermore, the use of microwave technology reduces energy consumption and minimizes the environmental impact of the sterilization process.
In summary, the adoption of Microwave Sterilizing Machines for Wine, Fruit Wine, and Vinegar in 2024 represents a significant advancement in beverage processing. These machines provide a reliable, efficient, and environmentally friendly solution for ensuring the safety and quality of various beverages, making them an indispensable tool for modern producers.

Working principle of microwave sterilizer for wine, fruit, wine and vinegar
How Microwave Sterilization Works
The fundamental principle behind microwave sterilization involves the use of electromagnetic waves to generate heat within the product. Here's a breakdown of the process:
1. Microwave Generation: The microwave sterilizing machine generates electromagnetic waves, typically at a frequency of 2450 MHz, which penetrate the liquid medium uniformly.
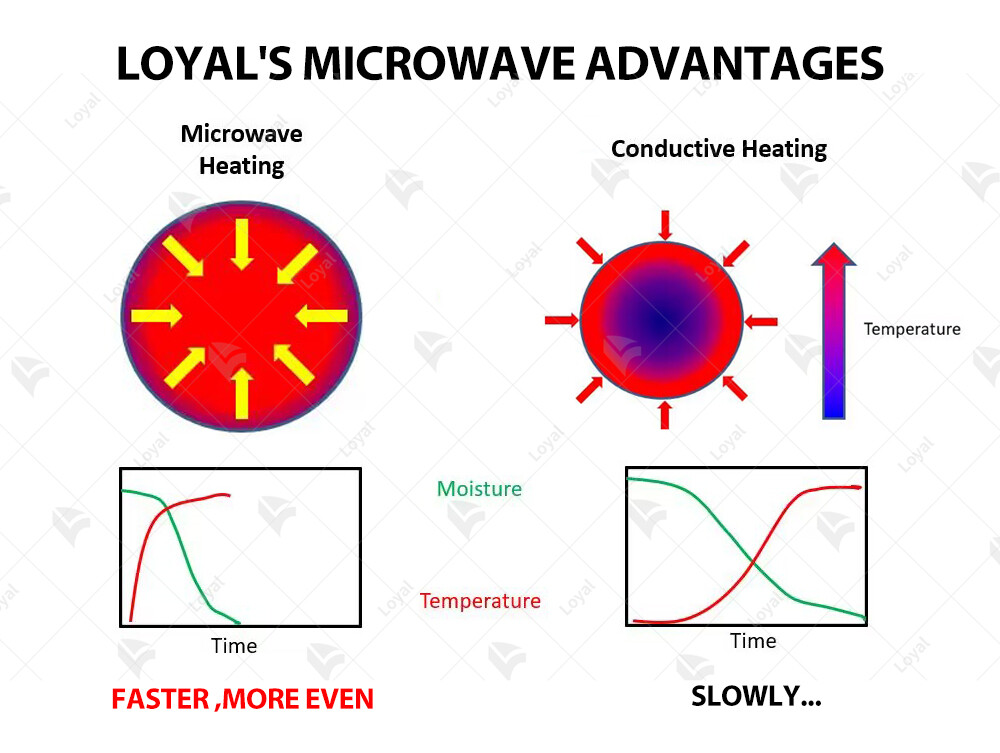
2.Heat Distribution: As microwaves interact with water molecules and other polar substances in wine, fruit wine, and vinegar, they cause molecular vibrations. This friction generates heat, raising the temperature uniformly throughout the product.
3.Sterilization Process: The uniform heating rapidly increases the temperature to a level that effectively kills bacteria, yeasts, molds, and other microorganisms. This ensures that the wine, fruit wine, and vinegar are sterilized without compromising their quality and flavor.
Advantages and disadvantages of microwave sterilizer for wine, fruit, wine and vinegar
| Aspect | Advantages | Disadvantages |
| Efficiency | Rapid sterilization process. | Potential for uneven heating if not properly calibrated. |
| Preservation of Quality | Retains the aroma, flavor, and nutritional value of wine, fruit wine, and vinegar. | Requires precise control to avoid altering taste profiles. |
| Energy Consumption | Generally more energy-efficient compared to traditional methods. | High initial energy surge can be costly. |
| Environmental Impact | Reduced carbon footprint due to lower energy consumption. | Disposal of microwave components can be environmentally challenging. |
| Safety | Reduces the risk of contamination and ensures a higher level of food safety. | Requires strict adherence to safety protocols to prevent radiation exposure. |
| Operation and Maintenance | Easier to operate with automated controls and minimal manual intervention. | Maintenance can be complex and requires specialized knowledge. |
| Versatility | Suitable for various types of wine, fruit wine, and vinegar. | Not all microwave sterilizers are compatible with all types of products. |
| Cost | Lower operating costs in the long run due to reduced energy usage. | High upfront investment for purchasing the equipment. |
| Scalability | Easily scalable to different production volumes. | Limited scalability in older or less advanced models. |
| Time Efficiency | Significantly reduces processing time compared to conventional sterilization methods. | Rapid process may require careful monitoring to ensure complete sterilization. |

Key components of microwave sterilizer for wine, fruit, wine and vinegar
Component | Description |
| Microwave Generator | Produces microwave energy for sterilization. Ensures uniform penetration and effective microorganism elimination. |
| Control System | Manages the power levels, exposure time, and other operational parameters. Provides precise control for different types of beverages. |
| Conveyor System | Transports bottles or containers through the sterilization chamber. Designed for consistent and efficient processing. |
| Sterilization Chamber | Enclosure where the actual microwave sterilization takes place. Optimized for energy efficiency and safety. |
| Temperature Sensors | Monitor the temperature inside the chamber to ensure optimal sterilization without overheating the product. |
| Cooling System | Ensures the product is cooled down after sterilization to maintain quality and safety. Helps prevent any thermal damage. |
| Safety Mechanisms | Include features such as emergency shut-off, microwave leakage detectors, and protective shielding to ensure operator safety. |
| User Interface | Provides a user-friendly interface for operators to monitor and adjust the sterilization process. Includes touchscreens and programmable settings. |
| Maintenance Access Points | Designed for easy access to internal components for routine maintenance and troubleshooting. Ensures long-term reliability and performance. |
| Energy Efficiency Systems | Implemented to reduce energy consumption and enhance the sustainability of the sterilization process. |

Comparison and advantages of microwave sterilization technology for wine, fruit, wine and vinegar with traditional sterilization methods
| Aspect | Microwave Sterilizing Machine for Wine, Fruit Wine, Fruit Vinegar | Traditional Sterilization Methods |
| Sterilization Efficiency | High, with uniform heat distribution and quick processing times. | Moderate, often requires longer processing times and higher temperatures. |
| Product Quality | Preserves flavor, aroma, and nutritional content due to precise temperature control. | Potential loss of flavor, aroma, and nutrients due to prolonged heat exposure. |
| Energy Consumption | Lower energy usage due to efficient heating mechanisms. | Higher energy consumption due to extended heating periods. |
| Operational Cost | Reduced operational costs with lower energy bills and maintenance. | Higher operational costs related to energy and maintenance. |
| Processing Speed | Faster processing, allowing for continuous operation and higher throughput. | Slower processing, often batch-based, limiting throughput. |
| Equipment Footprint | Compact design, saving space in production facilities. | Larger equipment, requiring more space for operation and storage. |
| Safety | Enhanced safety with reduced risk of thermal damage and contamination. | Greater risk of thermal damage and contamination during handling. |
| Environmental Impact | Environmentally friendly with reduced carbon footprint and energy usage. | Higher environmental impact due to greater energy consumption and emissions. |

Types of microwave sterilizer for wine, fruit, wine and vinegar
1. Batch Microwave Sterilizers
Batch microwave sterilizers are ideal for small to medium-scale production:
Operation: These machines process a fixed quantity of wine, fruit wine, or vinegar in each cycle.
Advantages: They offer precise control over sterilization parameters and are suitable for artisanal producers.
Applications: Often used in wineries and small-scale vinegar production facilities.
2. Continuous Microwave Sterilizers
Continuous microwave sterilizers are designed for large-scale operations:
Operation: Products move through the sterilizer on a conveyor belt, allowing for continuous processing.
Advantages: High throughput and efficiency, making them suitable for industrial-scale production.
Applications: Used by large wineries and commercial vinegar producers to maintain consistent sterilization and high output.
3. Tunnel Microwave Sterilizers
Tunnel microwave sterilizers provide a versatile solution for various production sizes:
Operation: Similar to continuous sterilizers but with a tunnel structure that enhances processing capacity.
Advantages: Combines high efficiency with the ability to handle different product types and volumes.
Applications: Ideal for both medium and large-scale operations, including fruit wine producers looking to scale up production.
4. Hybrid Microwave Sterilizers
Hybrid microwave sterilizers integrate microwave technology with other sterilization methods:
Operation: Uses a combination of microwaves and conventional heating or chemical methods to ensure thorough sterilization.
Advantages: Offers the benefits of microwave efficiency while addressing specific sterilization challenges.
Applications: Suitable for producers requiring enhanced sterilization protocols, such as those producing organic or specialty wines and vinegars.
Conclusion
Selecting the appropriate microwave sterilizing machine for wine, fruit wine, and vinegar is essential for maintaining product quality and safety. Understanding the different types of microwave sterilizers, including batch, continuous, tunnel, and hybrid models, helps producers make informed decisions that align with their production needs and goals. Leveraging the advanced capabilities of microwave technology in 2024 ensures that producers stay competitive and meet the highest standards of food safety.

Technical parameters
| Technical Parameters Of Continuous Microwave Dryer Industrial Microwave Drying Machine | |||||
| Model | Size LWH(Can be customized according to the customer's requirements) | Output power | Dewaterability | Sterilization capacity | Baking and Roasting capacity (Depends on different raw material) |
| LY-10KW | 5000mm825mm1750mm | ≥10KW | 10KG/Hour | 100KG/Hour | 30-50KG/Hour |
| LY-20KW | 8000mm825mm1750mm | ≥20KW | 20KG/Hour | 200KG/Hour | 60-100KG/Hour |
| LY-30KW | 8500mm1160mm1750mm | ≥30KW | 30KG/Hour | 300KG/Hour | 90-150 KG/Hour |
| LY-40KW | 10000mm1160mm1750mm | ≥40KW | 40KG/Hour | 40KG/Hour | 120-200KG/Hour |
| LY-50KW | 12500mm1160mm1750mm | ≥50KW | 50KG/Hour | 500KG/Hour | 150-250KG/Hour |
| LY-60KW | 13500mm1450mm1750mm | ≥60KW | 60KG/Hour | 600KG/Hour | 180-300KG/Hour |
| LY-70KW | 13500mm1500mm1750mm | ≥70KW | 70KG/Hour | 700KG/Hour | 210-350KG/Hour |
| LY-80KW | 13500mm1650mm1750mm | ≥80KW | 80KG/Hour | 800KG/Hour | 240-400KG/Hour |
| LY-100KW | 16800mm1650mm1750mm | ≥100KW | 100KG/Hour | 1000KG/Hour | 300-500KG/Hour |
| LY-150KW | 22400mm1850mm1750mm | ≥150KW | 150KG/Hour | 1500KG/Hour | 450-750KG/Hour |
| LY-200KW | 27000mm1850mm1750mm | ≥250KW | 250KG/Hour | 2500KG/Hour | 750-1250/Hour |
| LY-300KW | 32000mm1850mm1750mm | ≥300KW | 300KG/Hour | 3000KG/Hour | 900-1500KG/Hour |
| Power Supply | 380V±10% 50Hz±1% Three-Phase Five-Wire | ||||
| Microwave Output Frequency | 2450±50Mhz | ||||
| Microwave Input Apparent Power | ≤168Kva | ||||
| Microwave Output Power | ≥120Kw | ||||
| Microwave Power Adjustment Range | 0-30Kw(Adjustable) | ||||
| Ambient Temperature | -5-40°C | ||||
| Relative Humidity | ≤80%, Surrounding Environment:No Corrosive Gas, Conductive Dust And Explosive Gas | ||||
| Transmission Speed | 0-10m/Min(Adjustable) | ||||

Application of microwave sterilizer for wine, fruit, wine and vinegar
Application in Wine Sterilization
Microwave sterilizers are highly effective for sterilizing wine:
Preservation of Quality: Maintains the flavor and aroma of wine by avoiding high-temperature pasteurization.
Efficiency: Rapid sterilization process reduces production time.
Consistency: Uniform heating ensures all microorganisms are effectively neutralized.
Application in Fruit Wine Sterilization
Fruit wines benefit significantly from microwave sterilization:
Flavor Retention: Preserves the delicate flavors and natural sweetness of fruit wines.
Nutrient Preservation: Retains more vitamins and antioxidants compared to conventional methods.
Reduced Oxidation: Lower exposure to heat prevents oxidation, maintaining the wine's color and quality.
Application in Vinegar Sterilization
Vinegar production also sees substantial improvements with microwave sterilization:
Acidity Stability: Maintains the desired acidity levels without altering the taste.
Efficiency: Faster sterilization process ensures quicker turnaround in production.
Safety: Effective at eliminating harmful bacteria and spores, ensuring product safety.
The application of microwave sterilizing machines for wine, fruit wine, and vinegar offers numerous benefits, including enhanced efficiency, preservation of flavor and nutrients, and improved safety. By understanding and utilizing these advanced technologies, producers can achieve superior results in 2024 and beyond.

Technological progress and innovation of microwave sterilizer for wine, fruit, wine and vinegar
Microwave sterilizing machines have undergone significant technological advancements in recent years, particularly in the context of wine, fruit wine, and vinegar production. These innovations have revolutionized the sterilization process, offering enhanced efficiency, precision, and quality control.
1. Advanced Microwave Technology
Modern microwave sterilizing machines for wine, fruit wine, and vinegar leverage cutting-edge technology to ensure optimal results:
Precise Control: Advanced control systems allow for precise adjustment of microwave power and exposure time, ensuring thorough sterilization without compromising product quality.
Uniform Heating: Improved microwave distribution mechanisms ensure uniform heating throughout the product, eliminating cold spots and achieving consistent sterilization.
Energy Efficiency: Innovations in microwave generation and transmission reduce energy consumption, making the sterilization process more environmentally friendly and cost-effective.
2. Customized Sterilization Protocols
One of the key advancements in microwave sterilizer technology is the ability to tailor sterilization protocols to specific types of wine, fruit wine, and vinegar:
Adaptive Settings: Smart algorithms analyze product characteristics such as moisture content, acidity, and microbial load to automatically adjust sterilization parameters for optimal results.
Flexibility: Operators can customize sterilization protocols based on the unique requirements of different products, ensuring maximum effectiveness while preserving flavor and nutritional value.
3. Enhanced Safety Features
Safety is paramount in food and beverage processing, and modern microwave sterilizers prioritize safety through various features:
Microwave Leakage Detection: Built-in sensors continuously monitor microwave leakage levels, providing real-time alerts and ensuring compliance with safety standards.
Operator Protection: Advanced shielding and interlock mechanisms protect operators from microwave exposure, minimizing health risks and ensuring a safe working environment.
4. Integration with Industry 4.0 Technologies
The latest microwave sterilizing machines are part of the broader trend towards Industry 4.0, incorporating connectivity and data analytics capabilities:
Remote Monitoring: Operators can remotely monitor sterilization processes, receive notifications of any deviations or anomalies, and make real-time adjustments via mobile devices or computer interfaces.
Data Analysis: Machine learning algorithms analyze sterilization data to identify trends, optimize processes, and predict maintenance needs, maximizing efficiency and productivity.
Conclusion
The continuous technological progress and innovation in microwave sterilizer technology have transformed the wine, fruit wine, and vinegar production landscape. With advanced control systems, customized protocols, enhanced safety features, and integration with Industry 4.0 technologies, modern microwave sterilizing machines offer unparalleled efficiency, precision, and quality assurance in 2024 and beyond.
Reference
The following are five authoritative foreign literature websites in the field of industrial microwaves:
1. IEEE Xplore Digital Library
Website: https://ieeexplore.ieee.org/
2.ScienceDirect
Website: https://www.sciencedirect.com/
3. SpringerLink
Website: https://link.springer.com/
4. Wiley Online Library
Website: https://onlinelibrary.wiley.com/
5. PubMed
Website: https://pubmed.ncbi.nlm.nih.gov/