Telephone :+86-531-55583139
Telephone :+86-531-55583139 WhatsApp :+86 13256674591
WhatsApp :+86 13256674591 Email :
Email :







The Ultimate Guide to Industrial Tunnel Microwave Oven Flavor Oven Microwave Sterilizer in 2024
Introduction
Industrial tunnel microwave ovens have revolutionized various industries, offering efficient and precise heating solutions. In 2024, the demand for these advanced microwave technologies continues to soar, driven by their versatility and effectiveness in diverse applications. Complementing these ovens are flavor oven microwave sterilizing machines, which play a crucial role in ensuring product safety and quality. This guide delves into the intricacies of industrial tunnel microwave ovens and flavor oven microwave sterilizing machines, providing insights into their functionalities, applications, and the latest advancements shaping the industry landscape. Whether you're a seasoned professional or a newcomer to the field, this comprehensive guide will equip you with the knowledge needed to harness the full potential of these cutting-edge technologies.
Working Principle of Industrial Tunnel Microwave Oven Flavor Oven Microwave Sterilizer
The working principle of an Industrial Tunnel Microwave Oven Flavor Oven Microwave Sterilizer involves the innovative utilization of microwave technology to achieve efficient and effective sterilization processes. This cutting-edge equipment integrates advanced microwave heating mechanisms with precision control systems to ensure optimal results in various industrial applications.
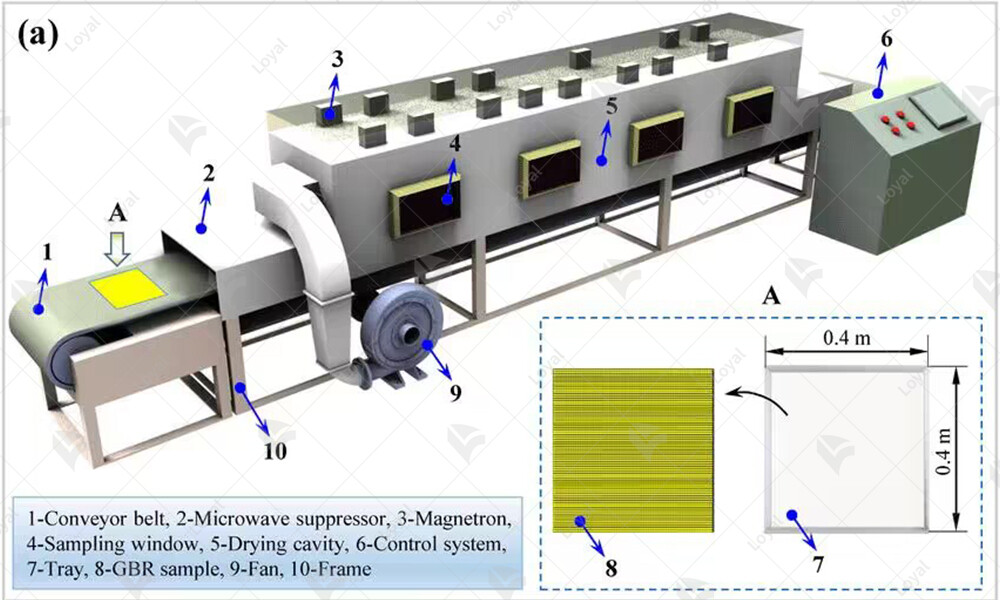
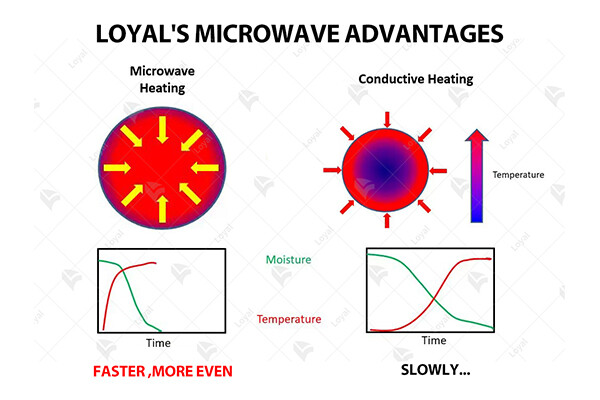
At its core, an industrial tunnel microwave oven operates by emitting electromagnetic waves, commonly known as microwaves, which penetrate the food or product being processed. These microwaves interact with water molecules within the material, causing them to vibrate rapidly, thereby generating heat. This heat is then evenly distributed throughout the substance, facilitating rapid and uniform sterilization.
The flavor oven aspect of this equipment introduces an additional layer of functionality, allowing for the customization of flavor profiles in food products. By carefully controlling the application of heat and moisture during the sterilization process, manufacturers can enhance the taste, texture, and overall quality of their goods.
Key components of an industrial tunnel microwave oven flavor oven microwave sterilizer include a conveyor belt system for smooth and continuous product movement, a microwave generator for the emission of microwaves, and sensors for monitoring temperature and moisture levels. These components work in harmony to ensure precise control over the sterilization process, resulting in consistent and reliable outcomes.
In addition to its sterilization capabilities, this multifunctional equipment offers versatility in industrial settings. It can be adapted to accommodate a wide range of products, including food items, pharmaceuticals, and packaging materials. This flexibility makes it an indispensable tool for businesses seeking to streamline their production processes while maintaining stringent quality standards.
Furthermore, the integration of advanced technologies into industrial tunnel microwave oven flavor oven microwave sterilizers aligns with the industry's ongoing pursuit of sustainability and efficiency. By reducing energy consumption and minimizing waste, these systems contribute to a more environmentally responsible approach to manufacturing.
In conclusion, the working principle of an industrial tunnel microwave oven flavor oven microwave sterilizer epitomizes the convergence of innovation and practicality in modern industrial applications. Its ability to deliver precise, uniform sterilization while offering customization options underscores its importance in enhancing productivity and product quality across various sectors in 2024 and beyond.
Advantages of Industrial Tunnel Type Microwave Oven Flavor Oven Microwave Sterilizer
Advantages of Industrial Tunnel Type Microwave Oven Flavor Oven Microwave Sterilizer |
1. Efficient Sterilization Process: Industrial tunnel type microwave ovens equipped with flavor oven microwave sterilizing technology offer a highly efficient sterilization process. By utilizing microwave energy, these machines can rapidly and effectively eliminate harmful microorganisms from food products, ensuring product safety and quality. |
2. Uniform Heating: One of the key advantages of flavor oven microwave sterilizers is their ability to provide uniform heating throughout the product, resulting in consistent sterilization. This helps to avoid undercooked or overheated areas, ensuring that all parts of the product are properly sterilized without compromising its texture or flavor. |
3. Short Processing Time: Compared to traditional sterilization methods, industrial tunnel type microwave ovens with flavor oven technology significantly reduce processing time. The rapid heating capabilities of microwave energy allow for quick sterilization cycles, enabling manufacturers to increase production efficiency and meet high demand without compromising product quality. |
4. Preservation of Nutritional Value: Flavor oven microwave sterilizing machines are designed to minimize heat exposure, which helps preserve the nutritional value of food products. By maintaining a lower processing temperature compared to conventional methods, these machines can retain vitamins, minerals, and other essential nutrients, ensuring that the sterilized products remain nutritious and healthy for consumers. |
5. Versatility and Flexibility: Industrial tunnel type microwave ovens with flavor oven microwave sterilizing capabilities offer versatility and flexibility in food processing. These machines can accommodate a wide range of product types and sizes, making them suitable for various applications in the food industry. Whether sterilizing meat, poultry, seafood, fruits, vegetables, or ready-to-eat meals, manufacturers can rely on these versatile machines to ensure product safety and quality. |
6. Cost-Effectiveness: Despite their advanced technology and capabilities, flavor oven microwave sterilizers are cost-effective solutions for food manufacturers. Their efficient sterilization process reduces energy consumption and production costs, resulting in savings over time. Additionally, the shorter processing time translates to increased productivity and higher throughput, further enhancing cost-effectiveness for businesses. |
7. Compliance with Food Safety Standards: Industrial tunnel type microwave ovens equipped with flavor oven microwave sterilizing technology help food manufacturers meet and exceed stringent food safety standards and regulations. By effectively eliminating pathogens and reducing the risk of contamination, these machines ensure that sterilized products comply with industry-specific requirements and deliver safe, high-quality food to consumers. |

Key parts of industrial tunnel microwave flavor oven microwave sterilizer
Key Parts | Description |
Magnetron | The magnetron is the heart of an industrial tunnel microwave flavor oven microwave sterilizer. It generates electromagnetic waves by converting electrical energy into microwave radiation. These waves penetrate the food or product, causing water molecules to vibrate and generate heat. The efficiency and power output of the magnetron are crucial for the sterilization process. |
Waveguide | A waveguide is a hollow metal tube that guides microwave radiation from the magnetron to the oven cavity. It ensures the efficient transfer of electromagnetic waves without leakage. Proper insulation and alignment of the waveguide are essential to prevent energy loss and maintain sterilization effectiveness. |
Oven Cavity | The oven cavity is the enclosed space where the food or product is placed for sterilization. It is designed to reflect and contain microwave radiation, allowing for uniform heating and sterilization. The size and shape of the cavity determine the capacity and throughput of the sterilizer. |
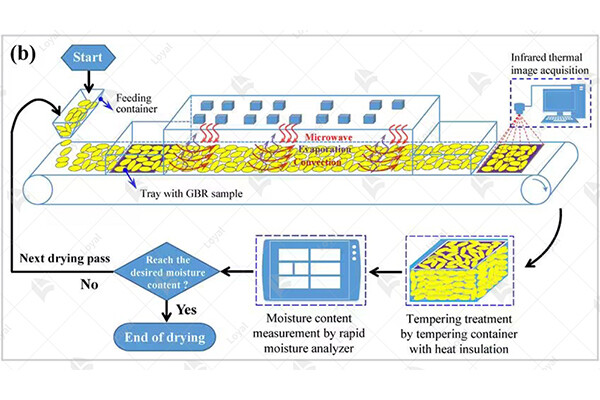
Conveyor System | In an industrial tunnel microwave flavor oven microwave sterilizer, a conveyor system transports the food or product through the oven cavity. It ensures consistent exposure to microwave radiation and facilitates continuous processing. The conveyor speed can be adjusted to optimize sterilization efficiency and throughput. |
Control Panel | The control panel of the sterilizer allows operators to monitor and adjust various parameters, such as temperature, power level, and conveyor speed. Advanced control systems may offer programmable recipes, data logging, and remote monitoring capabilities for precise control and optimization of sterilization processes. |
Safety Interlocks | Safety interlocks are mechanisms that prevent unauthorized access to the oven cavity and ensure operator safety during operation. These may include door locks, sensors, and emergency stop buttons. Proper maintenance and adherence to safety protocols are essential to prevent accidents and ensure regulatory compliance. |
Cooling System | Industrial tunnel microwave flavor oven microwave sterilizers generate significant heat during operation, necessitating an efficient cooling system to maintain optimal performance and prevent overheating. This may involve air or water cooling mechanisms to dissipate heat and maintain a stable operating temperature. |
Steam Generation System | Some sterilizers may incorporate a steam generation system to complement microwave heating for enhanced sterilization efficacy. Steam can penetrate food or product surfaces, assisting in the removal of contaminants and improving overall microbial reduction. Proper integration and control of steam injection are critical for process optimization. |

Latest Innovations and Trends in Industrial Microwave Technology
Industrial microwave technology has undergone significant advancements in recent years, revolutionizing various industrial processes. Let's delve into the latest innovations and trends shaping the landscape of industrial microwave technology in 2024.
One notable innovation is the emergence of industrial tunnel microwave ovens, which offer efficient and uniform heating for large-scale production. These ovens utilize microwave radiation to heat materials uniformly, significantly reducing processing times compared to conventional heating methods. With the increasing demand for rapid and energy-efficient heating solutions, industrial tunnel microwave ovens have gained popularity across various industries, including food processing, pharmaceuticals, and chemical manufacturing.
Another trend in industrial microwave technology is the development of flavor oven microwave sterilizing machines. These machines combine the power of microwave heating with sterilization capabilities, ensuring the safety and quality of processed products. By utilizing microwave energy, flavor oven microwave sterilizing machines can achieve rapid and effective sterilization without compromising product flavor or nutritional content. This innovation has transformed the sterilization process in industries such as food packaging, healthcare, and cosmetics, where maintaining product integrity is crucial.
Moreover, there is a growing emphasis on sustainability and environmental responsibility in industrial microwave technology. Manufacturers are increasingly adopting eco-friendly practices, such as utilizing renewable energy sources and optimizing energy efficiency in microwave equipment. Additionally, advancements in microwave technology have led to the development of energy-efficient systems with reduced carbon footprints, aligning with global efforts to mitigate climate change.
Furthermore, the integration of smart technologies and automation in industrial microwave equipment is driving efficiency and productivity gains. Manufacturers are incorporating advanced control systems and predictive maintenance algorithms to optimize equipment performance and minimize downtime. This trend towards digitization and connectivity enables real-time monitoring and remote management of industrial microwave processes, enhancing operational flexibility and scalability.
In conclusion, the latest innovations and trends in industrial microwave technology are reshaping the way industries approach heating, sterilization, and processing applications. From the adoption of industrial tunnel microwave ovens for efficient heating to the development of flavor oven microwave sterilizing machines for safe and rapid sterilization, these advancements are driving productivity, quality, and sustainability in industrial operations. As technology continues to evolve, we can expect further breakthroughs that will propel the industry forward in the years to come.
Technical parameters
| Technical Parameters Of Continuous Microwave Dryer Industrial Microwave Drying Machine | |||||
| Model | Size LWH(Can be customized according to the customer's requirements) | Output power | Dewaterability | Sterilization capacity | Baking and Roasting capacity (Depends on different raw material) |
| LY-10KW | 5000mm825mm1750mm | ≥10KW | 10KG/Hour | 100KG/Hour | 30-50KG/Hour |
| LY-20KW | 8000mm825mm1750mm | ≥20KW | 20KG/Hour | 200KG/Hour | 60-100KG/Hour |
| LY-30KW | 8500mm1160mm1750mm | ≥30KW | 30KG/Hour | 300KG/Hour | 90-150 KG/Hour |
| LY-40KW | 10000mm1160mm1750mm | ≥40KW | 40KG/Hour | 40KG/Hour | 120-200KG/Hour |
| LY-50KW | 12500mm1160mm1750mm | ≥50KW | 50KG/Hour | 500KG/Hour | 150-250KG/Hour |
| LY-60KW | 13500mm1450mm1750mm | ≥60KW | 60KG/Hour | 600KG/Hour | 180-300KG/Hour |
| LY-70KW | 13500mm1500mm1750mm | ≥70KW | 70KG/Hour | 700KG/Hour | 210-350KG/Hour |
| LY-80KW | 13500mm1650mm1750mm | ≥80KW | 80KG/Hour | 800KG/Hour | 240-400KG/Hour |
| LY-100KW | 16800mm1650mm1750mm | ≥100KW | 100KG/Hour | 1000KG/Hour | 300-500KG/Hour |
| LY-150KW | 22400mm1850mm1750mm | ≥150KW | 150KG/Hour | 1500KG/Hour | 450-750KG/Hour |
| LY-200KW | 27000mm1850mm1750mm | ≥250KW | 250KG/Hour | 2500KG/Hour | 750-1250/Hour |
| LY-300KW | 32000mm1850mm1750mm | ≥300KW | 300KG/Hour | 3000KG/Hour | 900-1500KG/Hour |
| Power Supply | 380V±10% 50Hz±1% Three-Phase Five-Wire | ||||
| Microwave Output Frequency | 2450±50Mhz | ||||
| Microwave Input Apparent Power | ≤168Kva | ||||
| Microwave Output Power | ≥120Kw | ||||
| Microwave Power Adjustment Range | 0-30Kw(Adjustable) | ||||
| Ambient Temperature | -5-40°C | ||||
| Relative Humidity | ≤80%, Surrounding Environment:No Corrosive Gas, Conductive Dust And Explosive Gas | ||||
| Transmission Speed | 0-10m/Min(Adjustable) | ||||
Optimize Operations with a Flavored Oven Microwave Sterilizer
In 2024, optimizing operations with a flavored oven microwave sterilizer is paramount for businesses aiming to enhance efficiency and ensure product safety. These advanced machines combine the functionality of an industrial tunnel microwave oven with the precision of a flavor oven microwave sterilizer, offering unparalleled benefits in various industries.
The sale of industrial tunnel-type microwave flavor oven microwave sterilizing machines has seen a significant surge due to their ability to streamline production processes while maintaining the quality and flavor of products. These machines utilize microwave technology to quickly and effectively sterilize food products, eliminating harmful bacteria and pathogens while preserving taste and nutritional value.
One of the key advantages of using a flavored oven microwave sterilizer is its versatility. These machines can handle a wide range of products, from packaged meals to raw ingredients, making them ideal for food processing facilities of all sizes. By incorporating a flavored oven microwave sterilizer into their production lines, businesses can minimize the risk of contamination and reduce the need for chemical preservatives, resulting in safer and healthier products for consumers.
Furthermore, industrial tunnel-type microwave flavor oven microwave sterilizing machines are designed to optimize efficiency and minimize downtime. With advanced features such as automated temperature and humidity control, these machines can quickly adjust to changing production demands, ensuring consistent results with every batch. Additionally, their compact footprint allows for seamless integration into existing production lines, maximizing floor space and minimizing disruptions to workflow.
In conclusion, optimizing operations with a flavored oven microwave sterilizer is essential for businesses seeking to maintain a competitive edge in today's fast-paced market. By investing in these advanced machines, companies can enhance efficiency, improve product safety, and meet the growing demand for high-quality, flavorful food products. With their versatility, efficiency, and reliability, industrial tunnel-type microwave flavor oven microwave sterilizing machines are revolutionizing the way food is processed and packaged in 2024.

Post-maintenance of industrial tunnel microwave flavor oven microwave sterilizer
After the successful installation and commissioning of your industrial tunnel microwave flavor oven microwave sterilizer, it is imperative to implement a comprehensive post-maintenance routine to ensure optimal performance and longevity of the equipment.
Routine maintenance of your industrial tunnel microwave flavor oven microwave sterilizer is essential for maximizing its efficiency and preventing potential breakdowns. Regular inspections should be conducted to identify any signs of wear and tear, loose connections, or component malfunctions.
One crucial aspect of post-maintenance is cleaning the interior and exterior surfaces of the equipment. This involves removing any food residue, grease, or debris that may have accumulated during operation. Use a mild detergent and warm water solution to clean the surfaces thoroughly, paying special attention to the conveyor belt, heating elements, and ventilation system.
In addition to cleaning, it is essential to inspect and replace any worn or damaged parts promptly. This includes components such as the magnetron, waveguide, and cooling fan. Regularly check for signs of corrosion, rust, or electrical faults, and address any issues immediately to prevent further damage to the equipment.
Furthermore, calibration of the industrial tunnel microwave flavor oven microwave sterilizer is crucial for maintaining accurate temperature and power settings. Periodically verify the calibration using a calibrated thermometer and power meter to ensure consistent performance and product quality.
Finally, document all maintenance activities and keep detailed records of inspections, repairs, and replacements. This information will help track the equipment's performance over time and identify any recurring issues that may require attention.
In conclusion, post-maintenance of your industrial tunnel microwave flavor oven microwave sterilizer is vital for ensuring its reliable operation and longevity. By implementing a proactive maintenance routine and addressing any issues promptly, you can maximize the efficiency and productivity of your equipment while minimizing downtime and costly repairs.

Conclusion
In conclusion, the industrial tunnel microwave oven, coupled with flavor oven microwave sterilizing machines, presents a transformative solution for numerous industries in 2024. These cutting-edge technologies offer unparalleled efficiency and effectiveness in food processing, pharmaceutical production, and beyond.
With their ability to rapidly and uniformly heat or sterilize products, industrial tunnel microwave ovens revolutionize the manufacturing process, reducing processing time and energy consumption. Additionally, flavor oven microwave sterilizing machines ensure product safety and quality by effectively eliminating harmful pathogens while preserving the natural flavors and nutritional value of the goods.
The integration of these advanced technologies into production lines not only streamlines operations but also enhances product quality and consistency. Businesses can optimize their processes, meet stringent regulatory requirements, and stay ahead of the competition by investing in these innovative solutions.
As we look to the future, the potential for further advancements in industrial microwave technology is promising. With ongoing research and development, we can expect to see even greater efficiencies, enhanced capabilities, and expanded applications across various industries. Embracing these advancements will undoubtedly drive progress and innovation in the years to come.
In summary, the industrial tunnel microwave oven and flavor oven microwave sterilizing machine represent the pinnacle of microwave technology, offering unmatched performance and versatility. By harnessing the power of these advanced tools, businesses can achieve new levels of productivity, quality, and safety in their operations, setting the stage for success in the dynamic landscape of 2024 and beyond.
Reference
The following are five authoritative foreign literature websites in the field of industrial microwaves:
1. IEEE Xplore Digital Library
Website: [https://ieeexplore.ieee.org/]
2.ScienceDirect
Website: [https://www.sciencedirect.com/]
3. SpringerLink
Website: [https://link.springer.com/]
4. Wiley Online Library
Website: [https://onlinelibrary.wiley.com/]
5. PubMed
Website: [https://pubmed.ncbi.nlm.nih.gov/]