Telephone :+86-531-55583139
Telephone :+86-531-55583139 WhatsApp :+86 13256674591
WhatsApp :+86 13256674591 Email :
Email :







The Ultimate Guide to Cookies Tunnel Microwave Sterilization Machine in 2024
Introduction
Welcome to "The Ultimate Guide to Cookies Tunnel Microwave Sterilization Machine in 2024." In this comprehensive guide, we will delve into the innovative technology of cookies tunnel microwave sterilization machines, exploring their working principles, applications across industries, technological advancements, environmental impact, market trends, and future outlook.
Stay tuned as we embark on an enlightening journey through the world of cookies tunnel microwave sterilization machines, uncovering insights, innovations, and opportunities that define the landscape of food safety and quality assurance in the modern era. Let's begin our exploration into this cutting-edge technology that is revolutionizing the way we ensure the safety and integrity of food products.

Importance and Application of Biscuit Tunnel Microwave Sterilizer
In the ever-evolving landscape of food processing, the role of sterilization machines, particularly the biscuit tunnel microwave sterilizer, cannot be overstated. This advanced equipment plays a crucial role in ensuring the safety, quality, and shelf-life of biscuits and other baked goods.
1. Ensuring Food Safety:
Food safety is paramount in the food industry, especially when it comes to baked goods like biscuits. The biscuit tunnel microwave sterilizer utilizes microwave technology to effectively eliminate harmful microorganisms such as bacteria and mold that may contaminate the biscuits during processing. By ensuring thorough sterilization, this machine helps prevent foodborne illnesses and protects consumer health.
2. Extending Shelf-Life:
One of the primary benefits of using a biscuit tunnel microwave sterilizer is its ability to extend the shelf-life of biscuits. By effectively sterilizing the biscuits, this machine inhibits the growth of spoilage microorganisms, thereby prolonging their freshness and maintaining their quality for an extended period. This not only reduces food waste but also enhances customer satisfaction by delivering products with optimal taste and texture.
3. Improving Product Quality:
In addition to ensuring food safety and extending shelf-life, the biscuit tunnel microwave sterilizer also contributes to improving the overall quality of biscuits. Traditional sterilization methods, such as thermal processing, can lead to undesirable changes in taste, texture, and nutritional content. In contrast, microwave sterilization preserves the sensory attributes of biscuits while effectively eliminating pathogens, resulting in products that are both safe and delicious.
4. Enhancing Production Efficiency:
The efficiency of biscuit production can be significantly enhanced with the integration of a tunnel microwave sterilizer into the manufacturing process. This equipment offers rapid sterilization cycles, allowing for higher throughput and increased production capacity. Furthermore, its automated operation reduces the need for manual intervention, streamlining the production process and minimizing labor costs.
5. Meeting Regulatory Requirements:
In today's regulatory environment, compliance with food safety standards and regulations is non-negotiable. The use of a biscuit tunnel microwave sterilizer helps food manufacturers meet and exceed these requirements by providing a reliable and effective means of sterilizing biscuits. By adhering to regulatory standards, manufacturers can build trust with consumers and safeguard their reputation in the market.
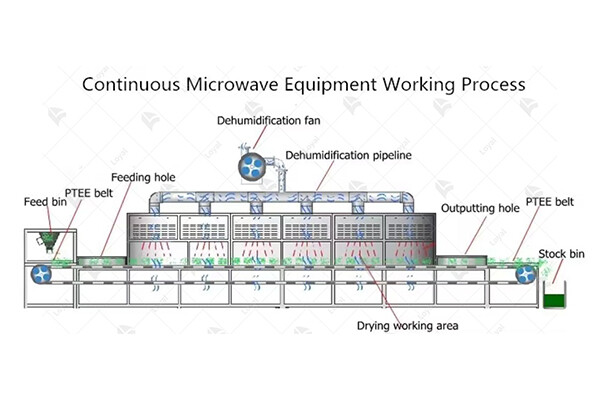
Working principle of biscuit tunnel microwave sterilizer
The working principle of a biscuit tunnel microwave sterilizer involves utilizing microwave energy to eliminate harmful microorganisms from biscuits efficiently. Within the sterilization tunnel, the biscuits pass through a controlled microwave field, where the water molecules within the biscuits absorb the microwave energy, generating heat. This heat rapidly raises the temperature of the biscuits, effectively killing any bacteria, viruses, or molds present. The precise control of microwave energy ensures thorough sterilization while preserving the quality and integrity of the biscuits. The cookies tunnel microwave sterilization machine provides a fast, reliable, and environmentally-friendly method for ensuring the safety and shelf-life of biscuits in the food industry.

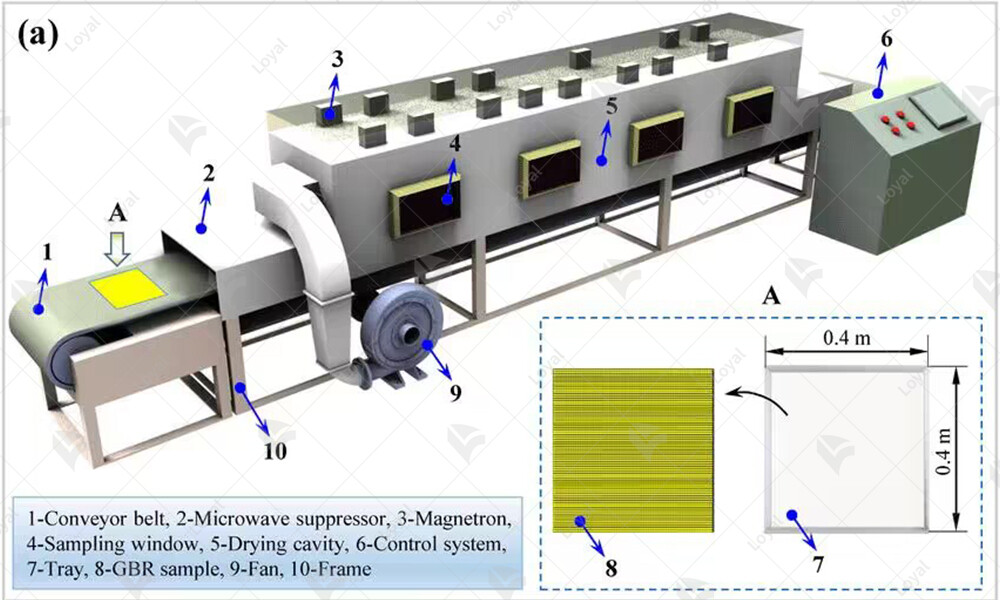
Key components of biscuit tunnel microwave sterilizer
Component | Description |
Microwave Generator | This component generates and emits microwave radiation, which is the primary source of heat for sterilization. |
Waveguide System | The waveguide system is responsible for directing microwave energy into the sterilization chamber efficiently. |
Conveyor Belt | A conveyor belt moves biscuits through the sterilization chamber, ensuring even exposure to microwave radiation. |
Sterilization Chamber | This chamber contains the biscuits during the sterilization process and is designed to maximize energy efficiency. |
Temperature Control | Temperature sensors and control mechanisms ensure that the sterilization process occurs at the optimal temperature. |
Exhaust System | An exhaust system removes excess moisture and gases from the sterilization chamber, maintaining a controlled environment. |
Safety Features | Safety interlocks, alarms, and emergency stop buttons are integrated to ensure the safe operation of the machine. |
Control Panel | The control panel allows operators to monitor and adjust sterilization parameters, such as time, temperature, and power. |
Cooling System | A cooling system prevents overheating of components and ensures that biscuits are safe to handle after sterilization. |
PLC (Programmable Logic Controller) | The PLC controls the overall operation of the sterilizer, executing programmed sterilization cycles efficiently. |
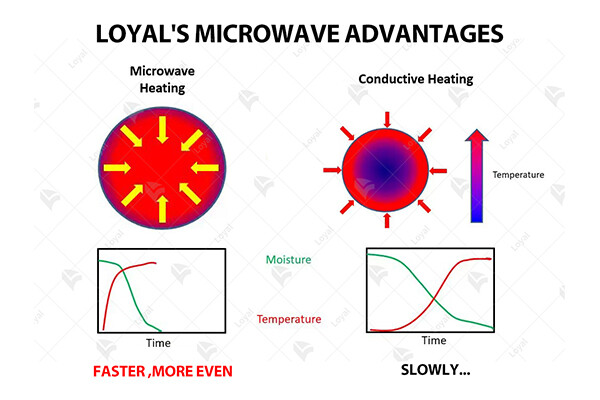
Comparison with traditional sterilization methods and advantages of microwave technology
Aspect | Traditional Sterilization Methods | Cookies Tunnel Microwave Sterilization Machine |
Sterilization Principle | Heat and chemical agents are used to kill microorganisms | Microwaves penetrate the food and kill microorganisms through thermal effects |
Speed of Sterilization | Relatively slow process, requiring longer exposure times | Rapid sterilization process, significantly reducing processing time |
Temperature Control | Temperature control may be challenging and inconsistent | Precise temperature control, ensuring uniform heating and sterilization |
Product Quality | High temperatures may affect product quality, texture, and taste | Preserves product quality, texture, and taste due to lower processing temperatures |
Energy Consumption | High energy consumption due to prolonged heating times | Lower energy consumption due to shorter processing times |
Environmental Impact | Chemical residues and waste water may be generated | Minimal environmental impact, as no chemicals or excessive water usage |
Equipment Maintenance | Equipment may require regular maintenance and calibration | Minimal maintenance required, with fewer moving parts and simpler operation |

Technical parameters
| Technical Parameters Of Continuous Microwave Dryer Industrial Microwave Drying Machine | |||||
| Model | Size LWH(Can be customized according to the customer's requirements) | Output power | Dewaterability | Sterilization capacity | Baking and Roasting capacity (Depends on different raw material) |
| LY-10KW | 5000mm825mm1750mm | ≥10KW | 10KG/Hour | 100KG/Hour | 30-50KG/Hour |
| LY-20KW | 8000mm825mm1750mm | ≥20KW | 20KG/Hour | 200KG/Hour | 60-100KG/Hour |
| LY-30KW | 8500mm1160mm1750mm | ≥30KW | 30KG/Hour | 300KG/Hour | 90-150 KG/Hour |
| LY-40KW | 10000mm1160mm1750mm | ≥40KW | 40KG/Hour | 40KG/Hour | 120-200KG/Hour |
| LY-50KW | 12500mm1160mm1750mm | ≥50KW | 50KG/Hour | 500KG/Hour | 150-250KG/Hour |
| LY-60KW | 13500mm1450mm1750mm | ≥60KW | 60KG/Hour | 600KG/Hour | 180-300KG/Hour |
| LY-70KW | 13500mm1500mm1750mm | ≥70KW | 70KG/Hour | 700KG/Hour | 210-350KG/Hour |
| LY-80KW | 13500mm1650mm1750mm | ≥80KW | 80KG/Hour | 800KG/Hour | 240-400KG/Hour |
| LY-100KW | 16800mm1650mm1750mm | ≥100KW | 100KG/Hour | 1000KG/Hour | 300-500KG/Hour |
| LY-150KW | 22400mm1850mm1750mm | ≥150KW | 150KG/Hour | 1500KG/Hour | 450-750KG/Hour |
| LY-200KW | 27000mm1850mm1750mm | ≥250KW | 250KG/Hour | 2500KG/Hour | 750-1250/Hour |
| LY-300KW | 32000mm1850mm1750mm | ≥300KW | 300KG/Hour | 3000KG/Hour | 900-1500KG/Hour |
| Power Supply | 380V±10% 50Hz±1% Three-Phase Five-Wire | ||||
| Microwave Output Frequency | 2450±50Mhz | ||||
| Microwave Input Apparent Power | ≤168Kva | ||||
| Microwave Output Power | ≥120Kw | ||||
| Microwave Power Adjustment Range | 0-30Kw(Adjustable) | ||||
| Ambient Temperature | -5-40°C | ||||
| Relative Humidity | ≤80%, Surrounding Environment:No Corrosive Gas, Conductive Dust And Explosive Gas | ||||
| Transmission Speed | 0-10m/Min(Adjustable) | ||||
Technological Progress and Innovation of Biscuit Tunnel Microwave Sterilizer
In 2024, the biscuit industry witnesses a remarkable advancement in sterilization technology with the introduction of the biscuit tunnel microwave sterilization machine. This cutting-edge equipment combines the efficiency of microwave technology with the precision of tunnel sterilization, revolutionizing the way biscuits are processed and ensuring optimal safety and quality standards.
1. Microwave Sterilization Principles:
The biscuit tunnel microwave sterilization machine operates on the principle of microwave energy absorption by water molecules present in the biscuits. As the microwave energy penetrates the biscuits, it causes rapid heating, leading to the destruction of harmful microorganisms and pathogens. This process is highly effective in achieving sterilization while preserving the taste, texture, and nutritional quality of the biscuits.
2. Tunnel Sterilization Design:
The unique tunnel design of the sterilization chamber ensures uniform exposure of biscuits to microwave energy, facilitating thorough sterilization across all surfaces. This design feature eliminates the need for manual intervention and ensures consistent results batch after batch. Additionally, the tunnel configuration allows for efficient handling of large volumes of biscuits, making it ideal for industrial-scale production.
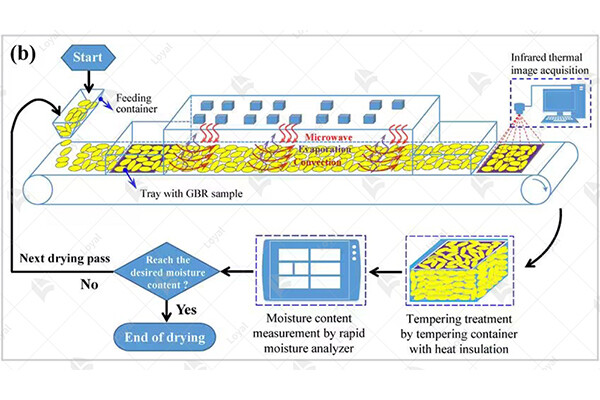
3. Automation and Control Systems:
The biscuit tunnel microwave sterilization machine is equipped with advanced automation and control systems that optimize the sterilization process. Precise control of microwave power, conveyor speed, and temperature settings ensures optimal sterilization conditions while minimizing energy consumption and production downtime. Furthermore, real-time monitoring and feedback mechanisms enable operators to adjust parameters as needed, ensuring consistent quality and safety standards.
4. Integration of IoT and AI:
To further enhance efficiency and performance, the latest biscuit tunnel microwave sterilization machines incorporate IoT and AI technologies. These smart features enable remote monitoring and control of sterilization processes, predictive maintenance scheduling, and data-driven optimization of operational parameters. By leveraging data analytics and machine learning algorithms, manufacturers can continually improve sterilization efficiency and product quality while reducing costs and environmental impact.
5. Environmental Sustainability:
The technological advancements in biscuit tunnel microwave sterilization contribute to environmental sustainability by reducing energy consumption and minimizing water usage compared to traditional sterilization methods. The efficient utilization of microwave energy and the elimination of chemical sterilizers result in lower carbon emissions and reduced environmental pollution. Additionally, the automated operation and optimized resource utilization further enhance sustainability by minimizing waste generation and maximizing production efficiency.

Precautions for Selecting and Implementing Biscuit Tunnel Microwave Sterilizer
When considering the selection and implementation of a biscuit tunnel microwave sterilization machine, certain precautions must be taken to ensure optimal performance and safety. Here are some key considerations:
1. Capacity and Throughput:
Before selecting a biscuit tunnel microwave sterilization machine, assess the production capacity and throughput requirements of your facility. Choose a machine that can accommodate the volume of biscuits you need to sterilize efficiently without causing bottlenecks in your production line.
2. Microwave Power and Penetration Depth:
Consider the microwave power output and penetration depth of the sterilization machine. Higher microwave power levels can lead to faster sterilization times, but it's essential to ensure that the microwave energy penetrates evenly throughout the biscuits to achieve thorough sterilization without overcooking or undercooking.
3. Conveyor System Design:
Evaluate the design of the conveyor system in the tunnel microwave sterilizer. Opt for a system that allows for smooth and consistent movement of biscuits through the sterilization chamber. The conveyor should be adjustable to accommodate different biscuit sizes and shapes effectively.
4. Temperature and Moisture Control:
Ensure that the biscuit tunnel microwave sterilization machine offers precise control over temperature and moisture levels during the sterilization process. Maintaining the optimal conditions is crucial for achieving effective sterilization while preserving the quality and texture of the biscuits.
5. Safety Features and Compliance:
Check for safety features such as interlocks, emergency stop buttons, and alarms to ensure safe operation of the sterilization machine. Additionally, verify that the machine complies with relevant safety and hygiene standards to prevent any risk of contamination or injury to personnel.
6. Installation and Training:
Proper installation and operator training are essential for the successful implementation of a biscuit tunnel microwave sterilization machine. Ensure that the machine is installed correctly and that operators receive comprehensive training on its operation, maintenance, and safety protocols.
7. Maintenance and Support:
Consider the availability of maintenance services and technical support from the manufacturer or supplier of the sterilization machine. Regular maintenance is crucial for ensuring the continued performance and longevity of the equipment, so choose a supplier that offers prompt and reliable support.
Environmental Impact and Sustainability of Biscuit Tunnel Microwave Sterilizer
Microwave sterilization technology has revolutionized the food industry, offering efficient and effective methods for ensuring food safety and quality. When it comes to biscuits, the use of tunnel microwave sterilizers presents significant benefits in terms of environmental impact and sustainability.
1. Energy Efficiency:
Biscuit tunnel microwave sterilizers are known for their energy-efficient operation. Unlike traditional sterilization methods that often require high energy consumption, such as steam or hot air treatments, microwave sterilization utilizes electromagnetic waves to heat the product directly. This results in reduced energy usage and lower greenhouse gas emissions, contributing to overall environmental sustainability.
2. Reduced Water Usage:
Another advantage of biscuit tunnel microwave sterilizers is their minimal water usage. Unlike steam sterilization, which relies on large volumes of water for steam generation, microwave sterilization requires little to no water. This not only conserves water resources but also reduces wastewater discharge and minimizes the environmental impact on water ecosystems.
3. Elimination of Chemicals:
Microwave sterilization eliminates the need for chemical preservatives or additives commonly used in traditional sterilization methods. By relying on electromagnetic waves to kill harmful pathogens, biscuit tunnel microwave sterilizers ensure food safety without the use of potentially harmful chemicals. This reduces chemical residues in the environment and promotes cleaner, more sustainable food processing practices.
4. Waste Reduction:
The efficient operation of biscuit tunnel microwave sterilizers helps minimize waste generation in the food processing industry. By precisely controlling the sterilization process, these machines reduce the likelihood of product spoilage and minimize the need for over-processing. This, in turn, reduces the amount of discarded biscuits and other materials, contributing to overall waste reduction efforts and environmental sustainability.
5. Compliance with Regulations:
As environmental regulations become increasingly stringent, the adoption of sustainable technologies like biscuit tunnel microwave sterilizers becomes essential for food manufacturers. By promoting eco-friendly sterilization methods and reducing environmental impact, these machines help businesses comply with regulatory requirements and demonstrate their commitment to sustainability.

References
The following are five authoritative foreign literature websites in the field of industrial microwaves:
1. IEEE Xplore Digital Library
Website: [https://ieeexplore.ieee.org/]
2.ScienceDirect
Website: [https://www.sciencedirect.com/]
3. SpringerLink
Website: [https://link.springer.com/]
4. Wiley Online Library
Website: [https://onlinelibrary.wiley.com/]
5. PubMed
Website: [https://pubmed.ncbi.nlm.nih.gov/]