Telephone :+86-531-55583139
Telephone :+86-531-55583139 WhatsApp :+86 13256674591
WhatsApp :+86 13256674591 Email :
Email :







Everything you need to know about industrial tunnel microwave corns nuts pumpkin seed drying sterilizing machine in 2024
Introduction
The industrial tunnel microwave corns nuts pumpkin seed drying sterilizing machine represents a significant advancement in food processing technology. Designed to meet the rigorous demands of modern food safety and efficiency, this equipment uses microwave technology to ensure thorough drying and sterilization of various food products, including corns, nuts, and pumpkin seeds. In 2024, the emphasis on hygienic processing and high throughput makes this machine an indispensable asset for food manufacturers looking to enhance productivity while maintaining quality and safety standards.

Working Principle
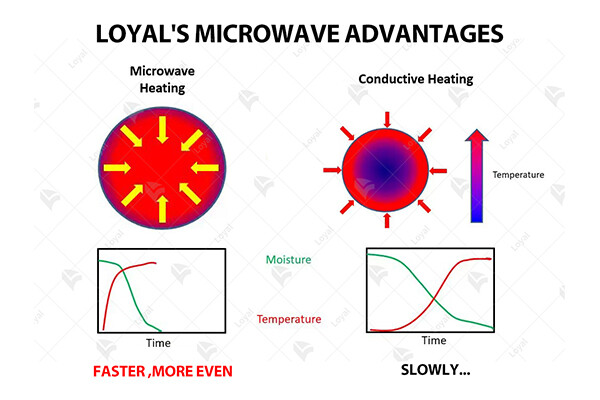
The industrial tunnel microwave corns nuts pumpkin seed drying sterilizing machine operates on the principle of microwave heating. Microwaves are electromagnetic waves with frequencies ranging from 300 MHz to 300 GHz. When applied in food processing, these waves penetrate the materials, causing water molecules and other polar compounds to oscillate and generate heat. This internal heating mechanism results in uniform and rapid drying and sterilization of corns, nuts, and pumpkin seeds.
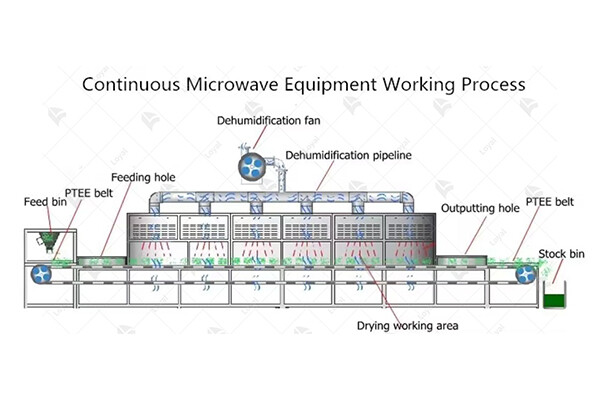
In the industrial tunnel setup, the food items move through a conveyor belt system within a tunnel where microwaves are emitted from generators. The key components of this machine include the microwave generator, waveguide, applicator, and control system. The generator produces microwaves that travel through the waveguide to the applicator, which distributes them evenly over the product.
Microwave energy heats the moisture within the food, converting it to steam, which is then removed by the ventilation system. This method not only dries the product but also sterilizes it by effectively killing bacteria and other pathogens. The process ensures that the nutritional value and quality of the food are preserved while enhancing its shelf life.
Key components of microwave drying and sterilization equipment
Component | Description |
Microwave Generator | Generates microwaves that penetrate and heat the corns, nuts, and pumpkin seeds uniformly. |
Tunnel Conveyor | Transports products through the machine, ensuring even exposure to microwaves for consistent drying. |
Control Panel | User interface for monitoring and adjusting machine settings such as temperature and drying time. |
Cooling System | Rapidly cools products post-drying to stabilize and preserve quality. |
Humidity Control | Manages moisture levels within the tunnel to optimize drying efficiency and prevent over-drying. |
Safety Sensors | Detects anomalies and ensures safe operation by shutting down the system during malfunctions. |
Air Circulation Fans | Distributes heat evenly across products, enhancing drying uniformity and efficiency. |
Product Inlet and Outlet | Entry and exit points for products, designed to maintain a continuous processing flow. |
Sterilization Chamber | Ensures thorough sterilization of products to eliminate pathogens and contaminants. |
Energy Efficiency System | Optimizes energy use to reduce operational costs and environmental impact. |

Comparison and advantages of microwave technology and traditional sterilization methods
Criteria | Microwave Technology | Traditional Sterilization Methods |
Sterilization Efficiency | High sterilization efficiency due to deep penetration of microwaves into the product, effectively eliminating pathogens and microbes. | Sterilization efficiency varies based on method (e.g., hot air, steam, chemical), often requiring longer processing times and higher temperatures. |
Nutrient Retention | Retains higher levels of nutrients and vitamins compared to traditional methods, as microwave technology enables rapid and uniform heating, minimizing nutrient loss. | May result in some nutrient loss due to prolonged exposure to high temperatures and/or harsh sterilization agents. |
Product Quality | Preserves natural color, texture, and flavor of corns, nuts, and pumpkin seeds, resulting in superior product quality and sensory attributes. | May lead to changes in texture, color, and flavor of the product due to extended exposure to heat and/or chemical treatments. |
Energy Efficiency | Generally more energy-efficient compared to traditional methods, as microwave technology allows for precise and targeted heating, reducing overall energy consumption. | Energy consumption can vary depending on the specific sterilization method used, with some methods requiring higher energy inputs. |
Environmental Impact | Produces fewer greenhouse gas emissions and reduces overall environmental impact compared to traditional methods, as microwave technology typically requires shorter processing times and lower energy consumption. | May have a higher environmental impact due to longer processing times, higher energy consumption, and potential use of chemical sterilization agents. |
Cost Effectiveness | While initial investment costs may be higher, microwave technology offers long-term cost savings through improved efficiency, reduced processing times, and lower energy consumption. | Initial investment costs may be lower for traditional sterilization methods, but long-term operating costs can be higher due to increased energy consumption and longer processing times. |
Types of Microwave Drying and Sterilization Equipment
Microwave drying and sterilization equipment have evolved significantly to meet the demands of various industries, including the food processing sector. In 2024, the industrial landscape for drying and sterilizing corns, nuts, and pumpkin seeds has been revolutionized by the introduction of advanced tunnel microwave technology. Let's delve into the different types of microwave drying and sterilization equipment available in the market today.
1. Industrial Tunnel Microwave Systems:
Industrial tunnel microwave systems are one of the most efficient and versatile solutions for drying and sterilizing a wide range of food products, including corns, nuts, and pumpkin seeds. These systems utilize microwave energy to heat the product evenly as it passes through a tunnel conveyor belt. The controlled temperature and humidity conditions ensure thorough drying and sterilization while preserving the product's quality attributes such as taste, texture, and nutritional value.
2. Batch Microwave Ovens:
Batch microwave ovens are commonly used in smaller-scale food processing facilities or for specialized applications where precise control over the drying and sterilization process is required. These ovens consist of a chamber where the product is placed on trays or racks and subjected to microwave energy. While batch ovens may have limitations in terms of throughput compared to tunnel systems, they offer flexibility and are well-suited for research and development purposes or for processing smaller batches of products.
3. Continuous Flow Microwave Systems:
Continuous flow microwave systems are designed for high-volume production environments where uninterrupted processing is essential. These systems feature a conveyor belt or other mechanisms that continuously feed the product through the microwave chamber, ensuring a steady flow of output. Continuous flow systems are ideal for large-scale operations and offer significant advantages in terms of efficiency, productivity, and consistency.
4. Hybrid Microwave Systems:
Hybrid microwave systems combine microwave technology with other heating methods such as hot air convection or infrared radiation to achieve specific drying and sterilization objectives. By leveraging the strengths of different heating mechanisms, hybrid systems can optimize energy utilization, reduce processing time, and enhance product quality. These systems are particularly suitable for applications where traditional microwave drying alone may not suffice, or when a combination of heating methods is desired to achieve the desired results.
In conclusion, the landscape of microwave drying and sterilization equipment for corns, nuts, and pumpkin seeds in 2024 encompasses a range of advanced solutions tailored to meet the diverse needs of industrial food processing. Whether it's the efficiency of tunnel systems, the flexibility of batch ovens, the productivity of continuous flow systems, or the versatility of hybrid systems, manufacturers have access to cutting-edge technology to ensure optimal product quality and safety.

Application of Microwave Drying and Sterilization Equipment
Microwave drying and sterilization equipment, particularly industrial tunnel microwave corns nuts pumpkin seed drying sterilizing machines, find wide-ranging applications across the food processing industry. These advanced machines offer efficient solutions for preserving the quality, flavor, and nutritional value of various food products.
1. Food Preservation:
One of the primary applications of industrial tunnel microwave drying and sterilization machines is in food preservation. These machines effectively remove moisture from food items like corns, nuts, and pumpkin seeds, prolonging their shelf life and preventing spoilage. By eliminating microbial activity through sterilization, these machines ensure that the food remains safe for consumption over an extended period.
2. Nut Roasting:
Industrial microwave drying and sterilization machines are also extensively used for roasting nuts. Whether it's peanuts, almonds, or cashews, these machines provide precise control over the roasting process, ensuring uniform heating and consistent quality. The microwave technology facilitates rapid heating, allowing for quick and efficient roasting without compromising on flavor or texture.
3. Seed Drying:
In agriculture, the drying of seeds is a crucial step in the post-harvest process. Industrial tunnel microwave drying and sterilization machines are employed for drying pumpkin seeds and other seeds efficiently. By applying controlled microwave energy, these machines remove excess moisture from the seeds, enhancing their storability and preserving their viability for future planting seasons.
4. Sterilization of Spices and Herbs:
Microwave sterilization equipment is highly effective in sterilizing spices and herbs, eliminating pathogens and microbes while retaining the natural aroma and flavor profiles. Industrial tunnel microwave machines ensure thorough sterilization of spices like coriander, cumin, and turmeric, making them safe for consumption and suitable for use in various culinary applications.
5. Ready-to-Eat Meals:
With the growing demand for convenient and ready-to-eat food products, industrial microwave drying and sterilization machines play a vital role in the production of packaged meals. These machines are utilized for drying and sterilizing ingredients used in ready-to-eat meals, such as precooked grains, vegetables, and protein sources, ensuring both safety and quality in the final products.

Technological Progress and Innovation of Microwave Drying and Sterilization Equipment
Microwave technology has witnessed remarkable advancements in recent years, particularly in the realm of drying and sterilizing equipment. Industrial tunnel microwave corns nuts pumpkin seed drying sterilizing machines represent the pinnacle of this technological evolution, offering efficient and effective solutions for food processing industries.
One of the notable advancements in microwave drying and sterilization equipment is the integration of advanced control systems. These systems employ cutting-edge algorithms and sensors to monitor and adjust key parameters such as temperature, humidity, and microwave power. By optimizing these variables in real-time, manufacturers can achieve precise and consistent drying and sterilization results, ensuring product quality and safety.
Furthermore, continuous research and development efforts have led to the enhancement of microwave cavity designs. These cavities are meticulously engineered to maximize energy efficiency and uniformity of heating, thereby reducing processing times and energy consumption. Additionally, innovations in material selection and construction techniques have resulted in microwave drying and sterilization equipment that is durable, reliable, and easy to maintain.
Another area of innovation in microwave technology is the development of multi-mode heating systems. These systems utilize a combination of microwave, convection, and infrared heating mechanisms to achieve superior drying and sterilization performance. By harnessing the unique advantages of each heating method, such as rapid heating with microwaves and uniform heating with convection, manufacturers can optimize processing parameters for various food products, including corns, nuts, and pumpkin seeds.
In addition to technological advancements, there has been a growing focus on sustainability and environmental responsibility in the design of microwave drying and sterilization equipment. Manufacturers are increasingly incorporating energy-efficient components and implementing process optimization strategies to minimize resource consumption and waste generation. This not only reduces operational costs but also aligns with the industry's commitment to sustainable practices.
Overall, the technological progress and innovation in industrial tunnel microwave corns nuts pumpkin seed drying sterilizing machines are driving significant improvements in efficiency, quality, and sustainability within the food processing industry. As these advancements continue to evolve, the future holds promising prospects for even more sophisticated and environmentally-friendly microwave drying and sterilization solutions.

Challenges and Limitations of Microwave Drying and Sterilization Equipment
Microwave drying and sterilization equipment, such as the industrial tunnel microwave corns nuts pumpkin seed drying sterilizing machine, offer efficient solutions for food processing. However, despite their advantages, they are not without challenges and limitations.
1. Uneven Heating:
One of the primary challenges faced by microwave drying and sterilization equipment is uneven heating. Microwave energy tends to penetrate the surface of the food material, leading to non-uniform heating. This can result in uneven drying or sterilization, impacting the quality and safety of the processed food products.
2. Limited Penetration Depth:
Microwaves have limited penetration depth, especially in dense or thick food materials. As a result, it may be challenging to ensure thorough drying or sterilization throughout the entire volume of the food product. This limitation can compromise the effectiveness of the process and increase the risk of microbial contamination.
3. Sensitivity to Material Properties:
Microwave drying and sterilization equipment are sensitive to the properties of the food material being processed. Factors such as moisture content, density, and composition can affect the absorption and distribution of microwave energy, influencing the efficiency of the process. Certain food materials may require specific adjustments or treatments to achieve optimal results, adding complexity to the operation.
4. Energy Consumption and Cost:
While microwave technology offers rapid heating and processing times, it can also consume significant amounts of energy. Industrial-scale equipment, such as tunnel microwave systems, may require substantial power input, leading to high operational costs. Additionally, the initial investment in such equipment can be considerable, requiring careful consideration of cost-effectiveness and return on investment.
5. Regulatory Compliance and Safety:
Microwave drying and sterilization equipment must adhere to strict regulatory standards regarding food safety and quality. Ensuring compliance with regulations and standards can pose challenges for manufacturers and operators, requiring thorough testing, validation, and documentation of the equipment's performance. Moreover, concerns related to microwave radiation safety must be addressed to protect both operators and consumers.
6. Maintenance and Reliability:
Maintaining and servicing industrial tunnel microwave equipment is essential to ensure optimal performance and longevity. Regular maintenance tasks, such as cleaning, calibration, and component replacement, are necessary to prevent downtime and ensure reliability. However, scheduling maintenance activities in busy production environments can be challenging, potentially impacting productivity and efficiency.
7. Integration with Existing Processes:
Integrating microwave drying and sterilization equipment into existing food processing workflows can present logistical and operational challenges. Compatibility with other equipment, such as conveyors, packaging systems, and quality control measures, must be carefully considered to streamline production and maintain product consistency. Additionally, staff training and skill development may be required to operate and troubleshoot the equipment effectively.
In summary, while microwave drying and sterilization equipment offer significant advantages in terms of efficiency and speed, they also pose challenges and limitations that must be addressed. Overcoming these challenges requires innovation, expertise, and a thorough understanding of the technology and its applications in the food industry.

References
The following are five authoritative foreign literature websites in the field of industrial microwaves:
1. IEEE Xplore Digital Library
Website: [https://ieeexplore.ieee.org/]
2.ScienceDirect
Website: [https://www.sciencedirect.com/]
3. SpringerLink
Website: [https://link.springer.com/]
4. Wiley Online Library
Website: [https://onlinelibrary.wiley.com/]
5. PubMed
Website: [https://pubmed.ncbi.nlm.nih.gov/]