Telephone :+86-531-55583139
Telephone :+86-531-55583139 WhatsApp :+86 13256674591
WhatsApp :+86 13256674591 Email :
Email :







Everything you need to know about chestnut industrial automatic sterilization machine In 2024
Introduction
In 2024, the chestnut industry is witnessing a remarkable evolution with the advent of advanced technologies, particularly in the realm of sterilization machinery. One such innovation making waves in the industry is the chestnut industrial automatic sterilization machine. This state-of-the-art equipment represents a significant advancement in the processing and preservation of chestnuts, offering unparalleled efficiency and effectiveness in sterilization processes.
In this comprehensive guide, we will delve into everything you need to know about the chestnut industrial automatic sterilization machine in 2024. From its working principles and technological advancements to its applications and benefits in the chestnut industry, we will explore the key aspects of this innovative equipment. Join us as we unravel the intricacies of this cutting-edge technology and its transformative impact on the chestnut processing landscape.

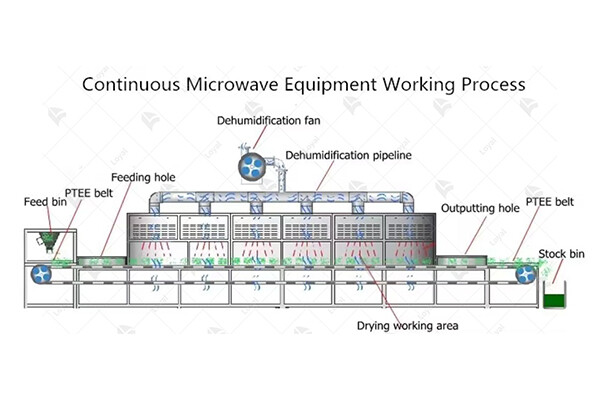
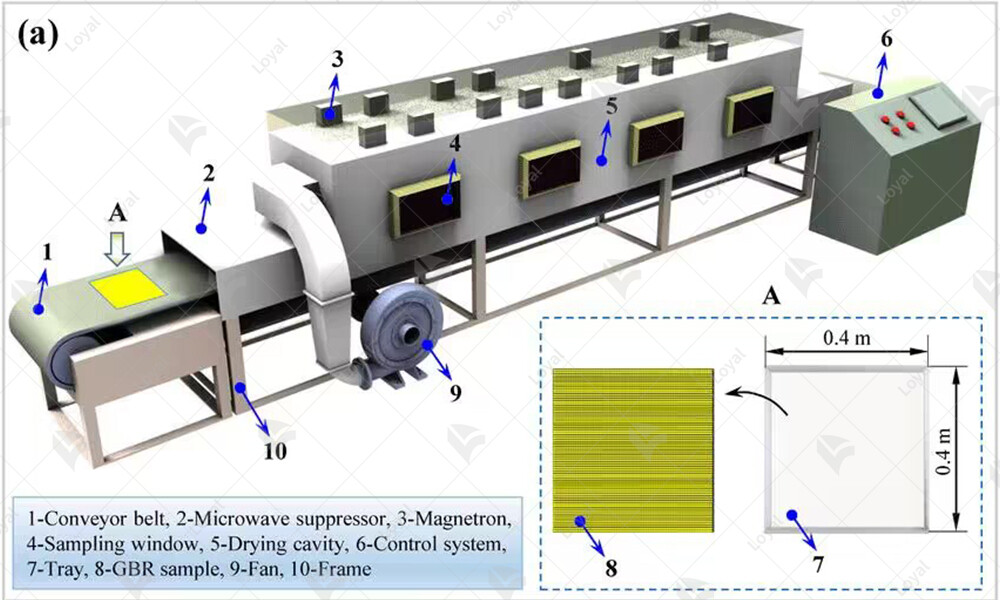
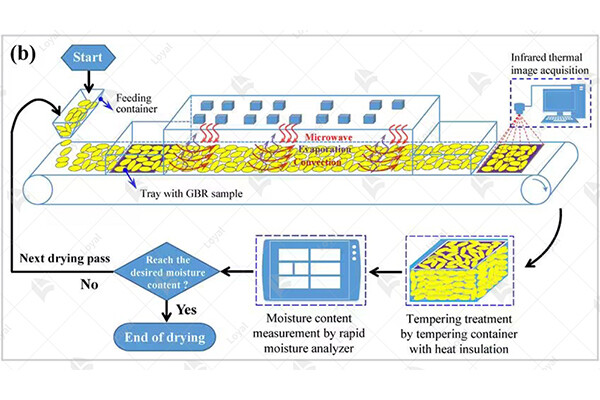
Working principle of automatic sterilizer for chestnut industry
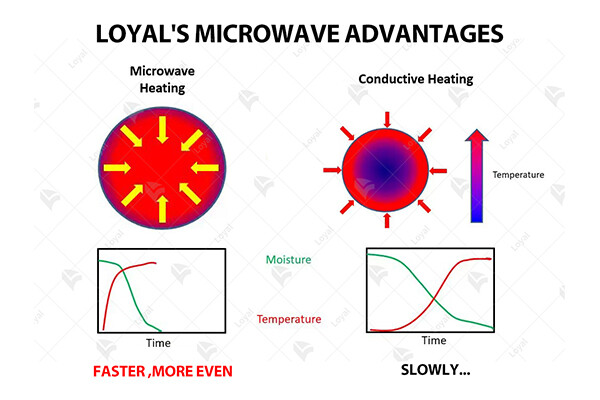
The working principle of an automatic sterilizer for the chestnut industry revolves around utilizing advanced microwave technology to achieve efficient sterilization. This machine harnesses microwaves to penetrate the chestnuts, targeting and destroying harmful bacteria, fungi, and other pathogens present on the surface and within the chestnut kernels. Through controlled application of microwave energy, the automatic sterilization machine ensures thorough sterilization while minimizing the risk of overheating or damaging the chestnuts. This process not only enhances food safety but also extends the shelf life of chestnuts, maintaining their quality and freshness for longer periods.
Advantages of Automatic Sterilizer for Chestnut Industry
In the chestnut industry, the utilization of advanced technology, such as the chestnut industrial automatic sterilization machine, offers numerous advantages, revolutionizing the processing and preservation of chestnut products. Here are some key benefits of incorporating automatic sterilizers into chestnut processing facilities:
1. Enhanced Efficiency:
Automatic sterilizers streamline the sterilization process, significantly reducing the time and labor required for chestnut processing. With automated controls and precise temperature regulation, these machines ensure consistent and thorough sterilization of chestnuts, optimizing production efficiency and throughput.
2. Improved Product Quality:
By employing advanced sterilization techniques, such as microwave or steam sterilization, automatic sterilizers effectively eliminate pathogens and spoilage microorganisms while preserving the natural flavor, color, and texture of chestnut products. This results in higher-quality chestnut products with extended shelf life and enhanced consumer appeal.
3. Cost Savings:
The implementation of automatic sterilizers in chestnut processing operations can lead to substantial cost savings in terms of labor, energy, and material resources. With reduced manual intervention and optimized process parameters, these machines minimize product waste and ensure maximum utilization of raw materials, ultimately lowering production costs and improving profitability.
4. Versatility and Flexibility:
Automatic sterilizers offer versatility in accommodating various chestnut product specifications and processing requirements. Whether sterilizing whole chestnuts, chestnut puree, or chestnut flour, these machines can be easily adjusted to meet specific production needs, ensuring consistent results across different product batches.
5. Compliance with Food Safety Standards:
Ensuring food safety and compliance with regulatory standards is paramount in the chestnut industry. Automatic sterilizers are designed to meet stringent food safety regulations and standards, providing reliable sterilization processes that effectively eliminate harmful bacteria and contaminants, thus safeguarding consumer health and trust.
6. Increased Production Capacity:
With their high-speed operation and continuous processing capabilities, automatic sterilizers enable chestnut processing facilities to scale up production capacity to meet growing demand. By reducing processing times and increasing throughput, these machines enhance overall production efficiency and facilitate market expansion opportunities.
Comparison between sterilization method of automatic sterilizer for chestnut industry and traditional sterilization
Aspect | Automatic Sterilizer for Chestnut Industry | Traditional Sterilization |
Sterilization Method | Utilizes microwave technology for rapid and uniform sterilization. | Relies on heat or chemical agents for sterilization, which may not be as rapid or uniform. |
Efficiency | Offers high efficiency with shorter sterilization cycles, resulting in increased productivity. | May require longer sterilization times, leading to decreased productivity. |
Precision | Provides precise control over sterilization parameters, ensuring consistent results. | May lack precision, leading to variations in sterilization effectiveness. |
Product Quality | Maintains the quality and integrity of chestnuts by minimizing heat exposure. | May compromise product quality due to prolonged heat exposure. |
Energy Consumption | Typically consumes less energy compared to traditional methods, contributing to cost savings. | May consume more energy, leading to higher operating costs. |
Labor Requirements | Requires minimal manual intervention, reducing labor requirements and increasing operational efficiency. | May involve more manual labor for loading/unloading and monitoring, potentially increasing labor costs. |
Safety | Incorporates safety features to minimize the risk of accidents and ensure operator safety. | May pose safety risks associated with handling hot surfaces or chemicals. |
Environmental Impact | Generates less waste and emissions, contributing to a more environmentally friendly operation. | May produce more waste and emissions, impacting the environment negatively. |
Technical parameters
| Technical Parameters Of Continuous Microwave Dryer Industrial Microwave Drying Machine | |||||
| Model | Size LWH(Can be customized according to the customer's requirements) | Output power | Dewaterability | Sterilization capacity | Baking and Roasting capacity (Depends on different raw material) |
| LY-10KW | 5000mm825mm1750mm | ≥10KW | 10KG/Hour | 100KG/Hour | 30-50KG/Hour |
| LY-20KW | 8000mm825mm1750mm | ≥20KW | 20KG/Hour | 200KG/Hour | 60-100KG/Hour |
| LY-30KW | 8500mm1160mm1750mm | ≥30KW | 30KG/Hour | 300KG/Hour | 90-150 KG/Hour |
| LY-40KW | 10000mm1160mm1750mm | ≥40KW | 40KG/Hour | 40KG/Hour | 120-200KG/Hour |
| LY-50KW | 12500mm1160mm1750mm | ≥50KW | 50KG/Hour | 500KG/Hour | 150-250KG/Hour |
| LY-60KW | 13500mm1450mm1750mm | ≥60KW | 60KG/Hour | 600KG/Hour | 180-300KG/Hour |
| LY-70KW | 13500mm1500mm1750mm | ≥70KW | 70KG/Hour | 700KG/Hour | 210-350KG/Hour |
| LY-80KW | 13500mm1650mm1750mm | ≥80KW | 80KG/Hour | 800KG/Hour | 240-400KG/Hour |
| LY-100KW | 16800mm1650mm1750mm | ≥100KW | 100KG/Hour | 1000KG/Hour | 300-500KG/Hour |
| LY-150KW | 22400mm1850mm1750mm | ≥150KW | 150KG/Hour | 1500KG/Hour | 450-750KG/Hour |
| LY-200KW | 27000mm1850mm1750mm | ≥250KW | 250KG/Hour | 2500KG/Hour | 750-1250/Hour |
| LY-300KW | 32000mm1850mm1750mm | ≥300KW | 300KG/Hour | 3000KG/Hour | 900-1500KG/Hour |
| Power Supply | 380V±10% 50Hz±1% Three-Phase Five-Wire | ||||
| Microwave Output Frequency | 2450±50Mhz | ||||
| Microwave Input Apparent Power | ≤168Kva | ||||
| Microwave Output Power | ≥120Kw | ||||
| Microwave Power Adjustment Range | 0-30Kw(Adjustable) | ||||
| Ambient Temperature | -5-40°C | ||||
| Relative Humidity | ≤80%, Surrounding Environment:No Corrosive Gas, Conductive Dust And Explosive Gas | ||||
| Transmission Speed | 0-10m/Min(Adjustable) | ||||

Technological Progress and Innovation in Chestnut Industrial Automatic Sterilization Machine
1. Introduction of Microwave Technology:
One of the key technological advancements in chestnut industrial automatic sterilization machines is the integration of microwave technology. Microwave sterilization offers rapid and uniform heating, effectively eliminating harmful pathogens while preserving the natural flavor and texture of chestnuts. This method is not only efficient but also environmentally friendly, as it reduces the need for chemical sterilizers.
2. Automation and Control Systems:
Modern chestnut industrial automatic sterilization machines are equipped with advanced automation and control systems. These systems allow for precise control over sterilization parameters such as temperature, humidity, and exposure time, ensuring consistent results batch after batch. Additionally, automation streamlines the sterilization process, minimizing human intervention and reducing the risk of errors.
3. Energy Efficiency and Sustainability:
With a growing focus on sustainability, manufacturers have developed chestnut industrial automatic sterilization machines that prioritize energy efficiency. These machines are designed to minimize energy consumption while maximizing throughput, reducing operating costs and environmental impact. Additionally, some models incorporate renewable energy sources such as solar power to further reduce their carbon footprint.
4. Integration of IoT and Data Analytics:
The integration of Internet of Things (IoT) technology and data analytics has enabled real-time monitoring and optimization of chestnut sterilization processes. Sensors embedded within the sterilization chambers collect data on temperature, moisture levels, and sterilization effectiveness, which is then analyzed to identify trends and potential areas for improvement. This data-driven approach allows manufacturers to fine-tune their processes for maximum efficiency and quality.
5. Enhanced Safety Features:
Safety is paramount in chestnut processing facilities, and modern automatic sterilization machines are equipped with enhanced safety features to protect both operators and products. These features may include automatic shutdown mechanisms in the event of an emergency, as well as advanced ventilation systems to remove excess heat and steam from the sterilization chambers.
Precautions for Selection and Implementation of Automatic Sterilizer for Chestnut Industry
1. Compatibility with Chestnut Processing Needs:
Ensure that the automatic sterilizer is specifically designed to meet the requirements of the chestnut industry. It should be capable of accommodating the size, volume, and moisture content of chestnuts commonly processed in industrial settings.
2. Sterilization Method:
Consider the sterilization method employed by the machine. While traditional methods such as steam sterilization are effective, newer technologies like microwave sterilization offer faster processing times and potentially better preservation of chestnut quality.
3. Capacity and Throughput:
Assess the capacity and throughput of the automatic sterilizer to ensure it can meet the production demands of the chestnut industry. It should be capable of processing chestnuts in large batches efficiently without compromising sterilization effectiveness.
4. Automation and Control Features:
Look for automatic sterilizers equipped with advanced automation and control features. These may include programmable settings, real-time monitoring, and remote access capabilities, allowing for precise control over sterilization parameters and easier integration into existing production lines.
5. Safety Features:
Prioritize safety features when selecting an automatic sterilizer for the chestnut industry. Look for features such as temperature and pressure sensors, emergency stop buttons, and safety interlocks to prevent accidents and ensure operator safety during operation.
6. Regulatory Compliance:
Ensure that the chosen automatic sterilizer complies with relevant industry regulations and standards for food processing equipment. This may include certifications such as FDA approval or adherence to international standards for food safety and hygiene.
7. Training and Support:
Provide comprehensive training for operators and maintenance personnel on the proper operation and maintenance of the automatic sterilizer. Additionally, ensure access to technical support and assistance from the manufacturer to address any issues that may arise during installation or operation.

Challenges and Limitations of Automatic Sterilizer for Chestnut Industry
1. Uniform Sterilization:
One of the primary challenges faced by automatic sterilizers for the chestnut industry is achieving uniform sterilization throughout the entire batch of chestnuts. Variations in size, moisture content, and density among chestnuts can lead to uneven exposure to sterilization treatments, resulting in inadequate sterilization levels in some areas.
2. Heat Distribution:
Effective sterilization requires precise control over heat distribution within the sterilization chamber. However, chestnuts, with their irregular shapes and sizes, can impede optimal heat penetration, leading to inconsistent results. Ensuring thorough and uniform heat distribution remains a significant challenge for automatic sterilization machines in the chestnut industry.
3. Moisture Content Management:
Chestnuts possess varying moisture levels depending on factors such as variety, harvesting conditions, and storage methods. High moisture content can inhibit effective sterilization, while excessively dry chestnuts may become brittle and prone to damage during the sterilization process. Managing moisture content to achieve optimal sterilization while preserving chestnut quality presents a notable challenge.
4. Equipment Maintenance and Calibration:
Maintaining and calibrating automatic sterilization machines is essential to ensure accurate and reliable performance. However, the complexity of these machines, coupled with the need for regular maintenance and calibration, can pose logistical challenges for chestnut industry operators. Failure to adhere to stringent maintenance schedules can compromise sterilization efficacy and increase the risk of equipment malfunctions.
5. Regulatory Compliance:
The chestnut industry is subject to stringent regulatory standards governing food safety and quality. Automatic sterilization machines must comply with these regulations to ensure the safety and integrity of sterilized chestnut products. Meeting regulatory requirements adds an additional layer of complexity and scrutiny to the operation of automatic sterilizers in the chestnut industry.
6. Energy Consumption and Cost Considerations:
Automatic sterilization machines consume significant amounts of energy, particularly during prolonged sterilization cycles. High energy consumption not only contributes to operational costs but also raises concerns about environmental sustainability. Balancing the need for efficient sterilization with energy efficiency and cost-effectiveness poses a significant challenge for chestnut industry operators.

Environmental Impact and Sustainability of Automatic Sterilizer for Chestnut Industry
The adoption of an automatic sterilization machine in the chestnut industry represents a significant advancement in both efficiency and sustainability. This cutting-edge equipment utilizes advanced technology to ensure the safety and quality of chestnut products while minimizing its environmental footprint.
1. Reduced Energy Consumption:
One of the key benefits of the automatic sterilizer for the chestnut industry is its energy-efficient operation. Compared to traditional sterilization methods, such as steam or chemical treatments, this machine utilizes precise microwave technology to achieve sterilization at lower energy consumption levels. This reduction in energy usage contributes to overall sustainability by minimizing greenhouse gas emissions and reducing reliance on non-renewable energy sources.
2. Minimal Water Usage:
Unlike conventional sterilization methods that often require significant water usage for steam generation or chemical dilution, the automatic sterilizer for chestnuts operates with minimal water consumption. The microwave technology used in this equipment requires little to no water, thereby conserving water resources and reducing the strain on local water supplies. This water-saving feature enhances the sustainability of chestnut processing operations and minimizes environmental impact.
3. Elimination of Chemical Residues:
Chemical sterilization methods may leave behind residues or by-products that can pose risks to human health and the environment. In contrast, the automatic sterilizer for chestnuts relies on microwave technology to achieve sterilization without the use of chemicals. This eliminates the need for potentially harmful substances, reducing the risk of contamination and ensuring the safety and purity of chestnut products. By eliminating chemical residues, this equipment promotes environmentally-friendly processing practices and enhances product quality.
4. Waste Reduction:
The efficient operation of the automatic sterilizer for the chestnut industry minimizes waste generation throughout the processing cycle. By precisely controlling the sterilization process and reducing the likelihood of product spoilage, this equipment helps minimize the amount of discarded chestnuts and other materials. Additionally, the absence of chemical residues further reduces waste generation and facilitates environmentally responsible disposal practices. This waste reduction contributes to overall sustainability by conserving resources and reducing the environmental burden associated with waste disposal.
5. Compliance with Environmental Regulations:
As environmental regulations become increasingly stringent, the adoption of sustainable practices and technologies is essential for businesses operating in the chestnut industry. The automatic sterilizer for chestnuts aligns with these regulations by promoting eco-friendly processing methods and minimizing environmental impact. By adhering to environmental standards and investing in sustainable equipment, chestnut processors can demonstrate their commitment to environmental stewardship and ensure compliance with regulatory requirements.
References
The following are five authoritative foreign literature websites in the field of industrial microwaves:
1. IEEE Xplore Digital Library
Website: [https://ieeexplore.ieee.org/]
2.ScienceDirect
Website: [https://www.sciencedirect.com/]
3. SpringerLink
Website: [https://link.springer.com/]
4. Wiley Online Library
Website: [https://onlinelibrary.wiley.com/]
5. PubMed
Website: [https://pubmed.ncbi.nlm.nih.gov/]