Telephone :+86-531-55583139
Telephone :+86-531-55583139 WhatsApp :+86 13256674591
WhatsApp :+86 13256674591 Email :
Email :







Everything you need to know about automatic tunnel microwave quinoa sterilizing machine in 2024
Introduction
In 2024, the automatic tunnel microwave quinoa sterilizing machine stands as a pinnacle of innovation in the food processing industry. This advanced machine combines the efficiency of microwave technology with automated tunnel design to provide a comprehensive solution for sterilizing quinoa. As consumer demand for safe and nutritious food products continues to rise, understanding the capabilities and benefits of this sterilizing machine is crucial for food manufacturers and producers. This guide aims to provide a comprehensive overview of the automatic tunnel microwave quinoa sterilizing machine, covering its operational mechanism, advantages, applications, and future trends in the food processing landscape. Through this guide, readers will gain valuable insights into how this cutting-edge technology is shaping the future of quinoa processing and food safety standards in 2024 and beyond.

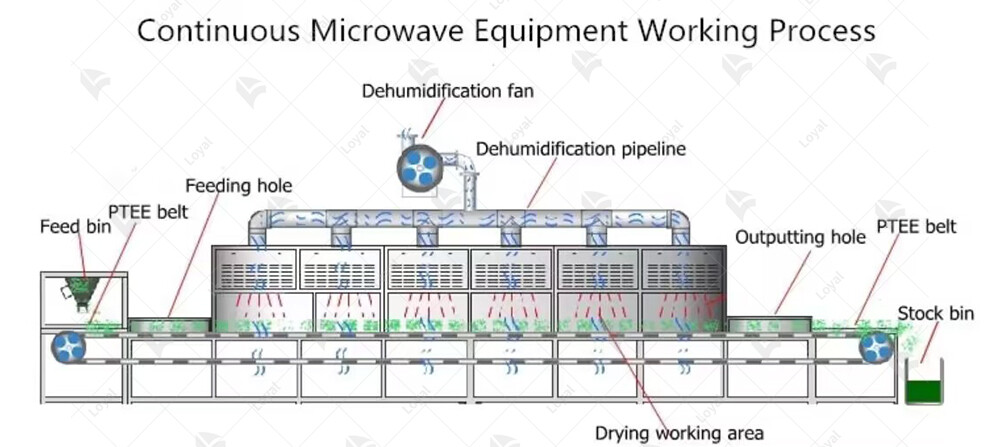
Working principle
The working principle of the automatic tunnel microwave quinoa sterilizing machine involves the use of microwave technology to effectively and efficiently eliminate harmful microorganisms from quinoa grains. Within the tunnel, quinoa grains are exposed to controlled microwave radiation, which penetrates the grains and disrupts the cellular structure of any present pathogens. This process ensures thorough sterilization of the quinoa while preserving its nutritional integrity and quality. The automatic tunnel design allows for continuous processing of quinoa batches, optimizing productivity and streamlining the sterilization process. Overall, the working principle of the automatic tunnel microwave quinoa sterilizing machine provides a reliable and innovative solution for ensuring the safety and quality of quinoa products in 2024 and beyond.
Advantages of microwave sterilizer
Advantages of Microwave Sterilizer for Quinoa |
1. Rapid Sterilization: |
Microwave technology allows for quick and efficient sterilization of quinoa, reducing processing time significantly compared to traditional methods. |
2. Uniform Heating: |
The automatic tunnel design ensures even distribution of microwave energy, resulting in uniform heating throughout the quinoa batch, eliminating hot spots and ensuring thorough sterilization. |
3. Preserves Nutritional Value: |
Unlike conventional sterilization methods which may lead to nutrient loss, microwave sterilization preserves the nutritional integrity of quinoa, retaining its vitamins, minerals, and other essential nutrients. |
4. Energy Efficiency: |
Microwave sterilizers are energy-efficient, consuming less power compared to traditional sterilization methods, thereby reducing operating costs and environmental impact. |
5. Space Saving: |
The compact design of automatic tunnel microwave sterilizers allows for efficient use of space in production facilities, optimizing workflow and maximizing productivity. |
6. Easy Operation: |
These machines are designed for ease of operation, with user-friendly interfaces and automated processes, minimizing the need for manual intervention and reducing the risk of errors. |
7. Versatility: |
Microwave sterilizers can be adapted for use with various grains and seeds, offering versatility in food processing operations beyond quinoa, thereby enhancing production flexibility. |
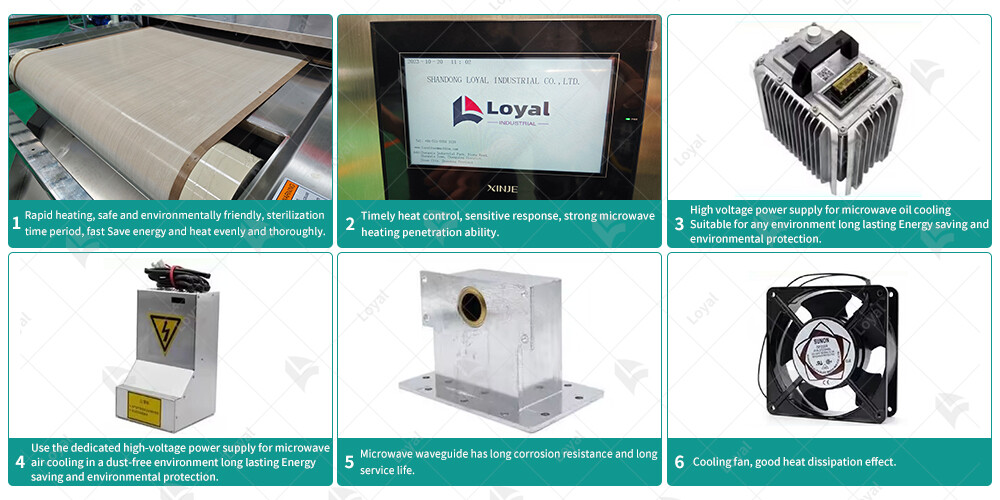
Key components of microwave sterilizer
Component | Description |
Microwave Generator | The microwave generator is the heart of the sterilizing machine, producing electromagnetic waves used to heat and sterilize the quinoa. |
Magnetron | The magnetron is a vacuum tube that generates the microwave radiation necessary for the sterilization process. It converts electrical energy into microwave energy. |
Waveguide | The waveguide is a metal tube that guides the microwave radiation from the magnetron to the sterilization chamber, ensuring efficient transmission of energy. |
Control Panel | The control panel allows operators to set and monitor various parameters of the sterilization process, such as temperature, power level, and conveyor speed. |
Conveyor System | The conveyor system transports quinoa through the sterilization chamber at a consistent rate, ensuring uniform exposure to microwave radiation for effective sterilization. |
Temperature Sensors | Temperature sensors monitor the temperature inside the sterilization chamber, allowing for precise control and adjustment to ensure optimal sterilization conditions. |
Safety Interlocks | Safety interlocks are mechanisms that prevent the sterilization chamber from opening while the machine is in operation, ensuring operator safety and preventing accidents. |
Cooling System | The cooling system dissipates heat generated during the sterilization process, maintaining optimal operating conditions for the machine and preventing overheating. |
Exhaust System | The exhaust system removes steam and excess moisture from the sterilization chamber, preventing condensation and ensuring consistent sterilization results. |

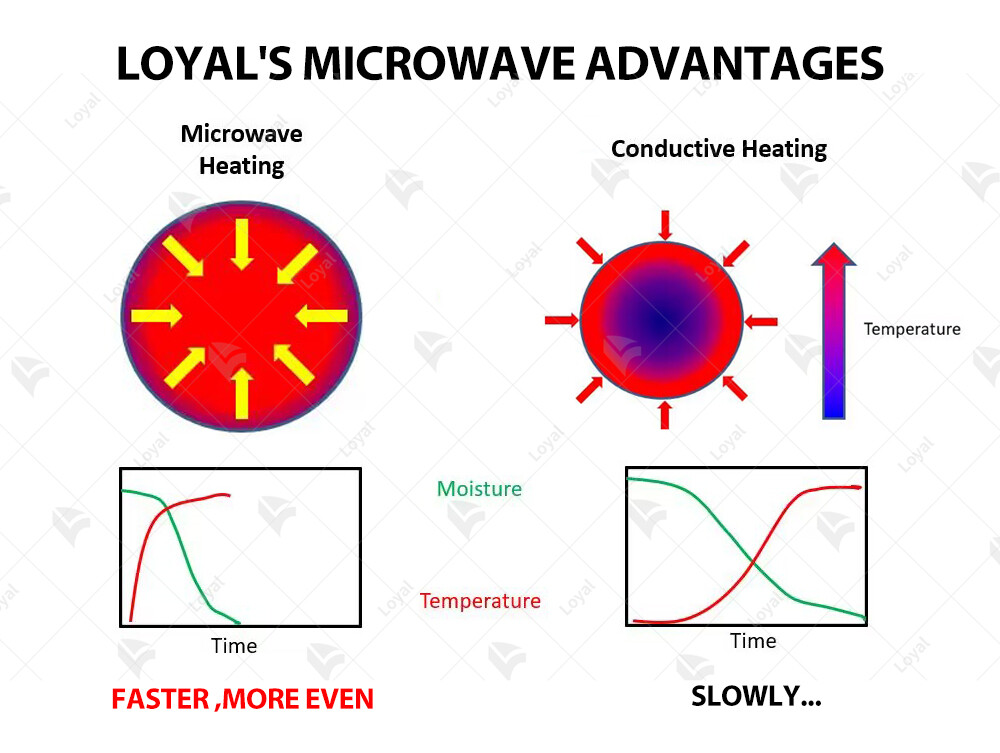
Comparison and advantages of microwave technology and traditional sterilization methods
Aspect | Microwave Technology | Traditional Sterilization Methods |
Sterilization Speed | Rapid heating and sterilization process. | Longer processing time required. |
Temperature Control | Precise control over temperature. | Limited control over temperature. |
Heating Mechanism | Penetrates food evenly for uniform heating. | Heat applied externally, uneven heating. |
Preservation of Nutrients | Preserves more nutrients due to shorter processing time. | May result in nutrient loss due to prolonged heating. |
Energy Efficiency | More energy-efficient due to shorter processing time. | Less energy-efficient due to longer processing time. |
Equipment Size | Compact equipment size, suitable for smaller operations. | Larger equipment size, requires more space. |
Cost-effectiveness | Initial investment may be higher, but long-term savings on energy and time. | Lower initial investment, but higher operating costs over time. |
Food Safety | Efficient sterilization, reducing the risk of foodborne illnesses. | Effective sterilization, but potential risk of incomplete sterilization. |

Technical parameters
| Technical Parameters Of Continuous Microwave Dryer Industrial Microwave Drying Machine | |||||
| Model | Size LWH(Can be customized according to the customer's requirements) | Output power | Dewaterability | Sterilization capacity | Baking and Roasting capacity (Depends on different raw material) |
| LY-10KW | 5000mm825mm1750mm | ≥10KW | 10KG/Hour | 100KG/Hour | 30-50KG/Hour |
| LY-20KW | 8000mm825mm1750mm | ≥20KW | 20KG/Hour | 200KG/Hour | 60-100KG/Hour |
| LY-30KW | 8500mm1160mm1750mm | ≥30KW | 30KG/Hour | 300KG/Hour | 90-150 KG/Hour |
| LY-40KW | 10000mm1160mm1750mm | ≥40KW | 40KG/Hour | 40KG/Hour | 120-200KG/Hour |
| LY-50KW | 12500mm1160mm1750mm | ≥50KW | 50KG/Hour | 500KG/Hour | 150-250KG/Hour |
| LY-60KW | 13500mm1450mm1750mm | ≥60KW | 60KG/Hour | 600KG/Hour | 180-300KG/Hour |
| LY-70KW | 13500mm1500mm1750mm | ≥70KW | 70KG/Hour | 700KG/Hour | 210-350KG/Hour |
| LY-80KW | 13500mm1650mm1750mm | ≥80KW | 80KG/Hour | 800KG/Hour | 240-400KG/Hour |
| LY-100KW | 16800mm1650mm1750mm | ≥100KW | 100KG/Hour | 1000KG/Hour | 300-500KG/Hour |
| LY-150KW | 22400mm1850mm1750mm | ≥150KW | 150KG/Hour | 1500KG/Hour | 450-750KG/Hour |
| LY-200KW | 27000mm1850mm1750mm | ≥250KW | 250KG/Hour | 2500KG/Hour | 750-1250/Hour |
| LY-300KW | 32000mm1850mm1750mm | ≥300KW | 300KG/Hour | 3000KG/Hour | 900-1500KG/Hour |
| Power Supply | 380V±10% 50Hz±1% Three-Phase Five-Wire | ||||
| Microwave Output Frequency | 2450±50Mhz | ||||
| Microwave Input Apparent Power | ≤168Kva | ||||
| Microwave Output Power | ≥120Kw | ||||
| Microwave Power Adjustment Range | 0-30Kw(Adjustable) | ||||
| Ambient Temperature | -5-40°C | ||||
| Relative Humidity | ≤80%, Surrounding Environment:No Corrosive Gas, Conductive Dust And Explosive Gas | ||||
| Transmission Speed | 0-10m/Min(Adjustable) | ||||

Technological progress and innovation of microwave sterilizers
In 2024, the technological progress and innovation of microwave sterilizers have significantly impacted the food processing industry, particularly in the context of automatic tunnel microwave quinoa sterilizing machines. These advanced machines represent the latest advancements in food sterilization technology, offering unparalleled efficiency and effectiveness in ensuring food safety and quality.
1. Advanced Microwave Technology:
The continuous technological progress in microwave sterilizers has led to the development of more advanced and sophisticated systems. Automatic tunnel microwave quinoa sterilizing machines utilize cutting-edge microwave technology to rapidly and uniformly sterilize quinoa grains, eliminating harmful microorganisms while preserving the nutritional integrity of the product.
2. Enhanced Efficiency and Productivity:
With the introduction of automatic tunnel microwave quinoa sterilizing machines, the efficiency and productivity of food processing operations have been significantly enhanced. These machines are capable of handling large volumes of quinoa grains in a continuous, automated process, reducing processing time and labor costs while increasing throughput and overall productivity.
3. Precise Control and Customization:
One of the key features of automatic tunnel microwave quinoa sterilizing machines is their ability to provide precise control over the sterilization process. Operators can adjust parameters such as power levels, conveyor speed, and temperature to tailor the sterilization process to meet specific requirements and achieve optimal results, ensuring consistent quality and safety of the final product.
4. Improved Food Safety and Quality:
The implementation of automatic tunnel microwave quinoa sterilizing machines has led to significant improvements in food safety and quality. By effectively eliminating harmful bacteria, fungi, and other pathogens, these machines ensure that quinoa grains meet stringent safety standards and retain their nutritional value, flavor, and texture, resulting in superior quality products that meet consumer expectations.
5. Sustainable and Eco-Friendly Solutions:
In response to growing concerns about environmental sustainability, manufacturers of microwave sterilizers are increasingly focusing on developing eco-friendly solutions. Automatic tunnel microwave quinoa sterilizing machines are designed to minimize energy consumption and reduce carbon emissions, making them environmentally sustainable options for food processing operations.
Precautions for selection and implementation of microwave sterilizers
When selecting and implementing microwave sterilizers, certain precautions must be taken to ensure optimal performance and effectiveness in the sterilization process.
1. Consider Sterilization Requirements:
Before choosing a microwave sterilizer, carefully assess the specific sterilization requirements for quinoa. Consider factors such as target microbial reduction levels, processing capacity, and desired sterilization time to select a machine that meets your needs.
2. Evaluate Equipment Features:
Look for features tailored to the sterilization of quinoa, such as adjustable power levels, temperature controls, and conveyor speed. The automatic tunnel design offers continuous processing, maximizing efficiency and throughput while ensuring uniform sterilization.
3. Ensure Compliance with Regulations:
Verify that the selected microwave sterilizer complies with relevant regulations and standards for food safety and equipment performance. This includes adherence to guidelines set forth by regulatory bodies such as the FDA and USDA.
4. Conduct Equipment Testing:
Before full-scale implementation, conduct thorough testing of the microwave sterilizer to validate its performance and effectiveness in sterilizing quinoa. Test various operating parameters and verify microbial reduction levels to ensure consistent results.
5. Train Personnel:
Provide comprehensive training for personnel responsible for operating the microwave sterilizer. Ensure that operators understand proper procedures for loading, operating, and monitoring the equipment to maximize efficiency and maintain food safety standards.
6. Establish Maintenance Protocols:
Develop a regular maintenance schedule to keep the microwave sterilizer in optimal condition. This includes cleaning and sanitizing the equipment, inspecting components for wear and tear, and performing routine maintenance tasks as recommended by the manufacturer.
7. Monitor Performance:
Regularly monitor the performance of the microwave sterilizer to ensure continued effectiveness in sterilizing quinoa. Monitor key performance indicators such as microbial reduction rates, processing time, and equipment downtime to identify any issues and make necessary adjustments.
8. Document Processes:
Maintain detailed records of all sterilization processes, including operating parameters, testing results, and maintenance activities. Documentation helps track performance over time, identify trends, and demonstrate compliance with regulatory requirements.

Challenges and limitations of microwave sterilizers
1. Uniform Sterilization: One of the primary challenges faced by microwave sterilizers, including automatic tunnel microwave quinoa sterilizing machines, is achieving uniform sterilization throughout the product. Microwave energy may not penetrate evenly into every part of the product, leading to areas that are under-sterilized or over-sterilized. This inconsistency in sterilization can compromise the safety and quality of the quinoa.
2. Product Characteristics: The effectiveness of microwave sterilization can be influenced by the characteristics of the product being treated. Quinoa, for example, has a unique composition and structure that may affect its response to microwave energy. Variations in moisture content, density, and size of the quinoa grains can pose challenges in achieving consistent sterilization results.
3. Equipment Design and Optimization: The design and optimization of microwave sterilizing machines play a crucial role in overcoming challenges and maximizing efficiency. Automatic tunnel microwave quinoa sterilizing machines must be engineered to ensure uniform distribution of microwave energy and precise control over processing parameters. However, designing such equipment that can accommodate varying product characteristics while maintaining efficiency remains a significant challenge.
4. Energy Consumption: Another limitation of microwave sterilizers is their energy consumption. While microwave technology offers rapid heating and sterilization compared to traditional methods, it can still be energy-intensive, especially for large-scale operations. Minimizing energy consumption while maximizing throughput and efficiency is a constant challenge for manufacturers of microwave sterilizing machines.
5. Regulatory Compliance: Meeting regulatory requirements and food safety standards is essential for manufacturers of automatic tunnel microwave quinoa sterilizing machines. Ensuring that the sterilization process consistently achieves the desired level of microbial reduction without compromising product quality is crucial for compliance. However, variations in regulations across different regions and countries can present challenges for manufacturers operating on a global scale.

Conclusion
In conclusion, the automatic tunnel microwave quinoa sterilizing machine stands as a pinnacle of innovation in the food processing industry in 2024. With its advanced technology and automated features, this machine offers unparalleled efficiency and precision in sterilizing quinoa using microwave technology. As the demand for safe and high-quality quinoa products continues to grow, the importance of the automatic tunnel microwave sterilizing machine cannot be overstated. Its ability to effectively eliminate harmful microorganisms while preserving the nutritional integrity of quinoa makes it an indispensable tool for food manufacturers. In the years to come, we can expect further advancements in microwave sterilization technology, leading to even greater efficiency and effectiveness in processing quinoa and other grains.

References
The following are five authoritative foreign literature websites in the field of industrial microwaves:
1. IEEE Xplore Digital Library
Website: [https://ieeexplore.ieee.org/]
2.ScienceDirect
Website: [https://www.sciencedirect.com/]
3. SpringerLink
Website: [https://link.springer.com/]
4. Wiley Online Library
Website: [https://onlinelibrary.wiley.com/]
5. PubMed
Website: [https://pubmed.ncbi.nlm.nih.gov/]